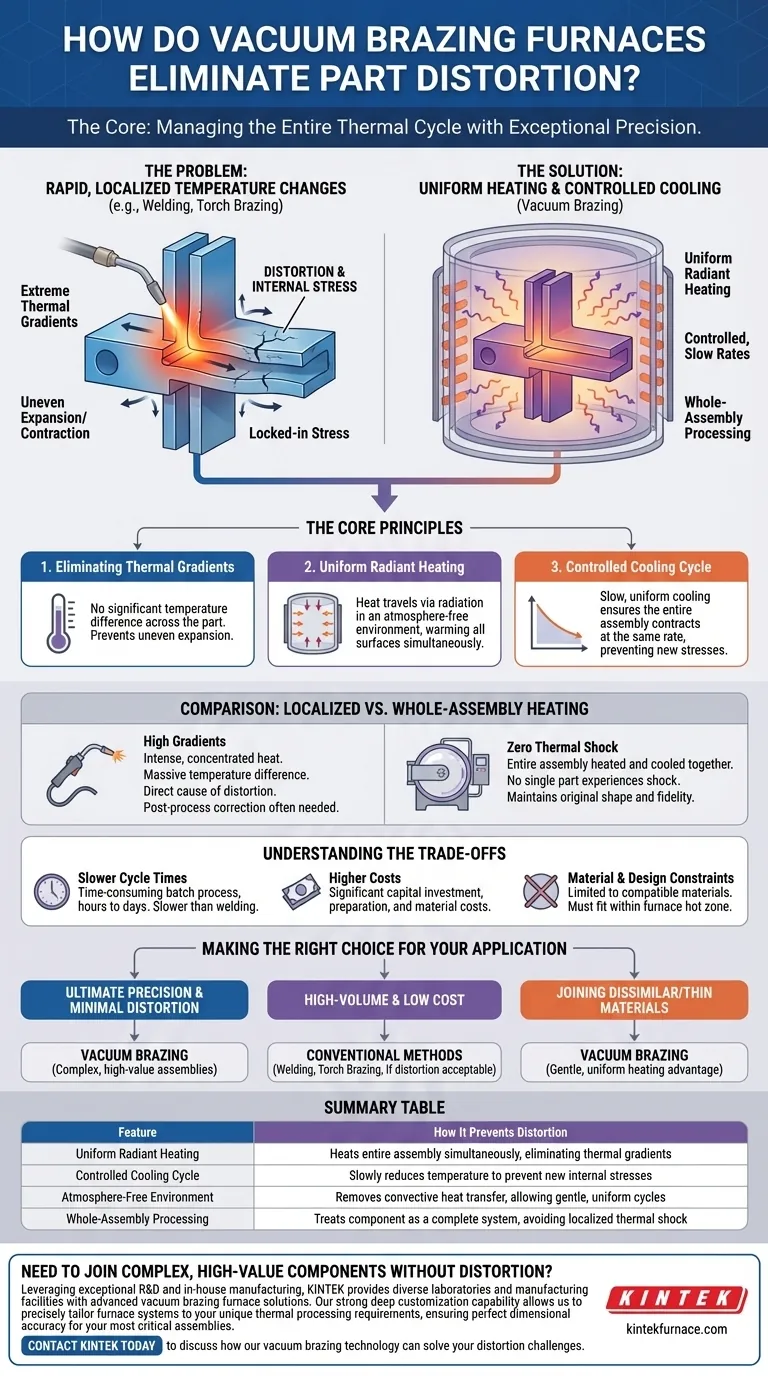
في جوهرها، تقضي أفران اللحام بالنحاس في الفراغ على تشوه الأجزاء من خلال إدارة دورة الحرارة بأكملها بدقة استثنائية. تحقق ذلك من خلال ضمان تسخين المكون بأكمله وتبريده بمعدل بطيء ومتحكم فيه، مما يحافظ على درجة حرارة موحدة عبر التجميع ويمنع الإجهادات الداخلية التي تسبب الالتواء.
يكمن مفتاح منع التشوه ليس فقط في الوصول إلى درجة الحرارة الصحيحة، بل في التحكم في الرحلة بأكملها. يتفوق اللحام بالنحاس في الفراغ من خلال القضاء على التغيرات السريعة والموضعية في درجات الحرارة - السبب الرئيسي للإجهاد الحراري في ربط المعادن.

المبدأ الأساسي: القضاء على التدرجات الحرارية
السبب الأساسي للتشوه في أي عملية ربط معادن هو التدرج الحراري، وهو فرق كبير في درجة الحرارة بين منطقتين من نفس الجزء. تم تصميم الفرن الفراغي خصيصًا لتقليل هذه التدرجات أو القضاء عليها.
ما الذي يسبب التشوه؟
عند تسخين جزء من المعدن، فإنه يتمدد. وعندما يبرد، فإنه ينكمش. إذا تم تسخين جزء من المكون بسرعة بينما يظل جزء آخر باردًا، فإن الجزء المتمدد يدفع ضد الجزء الأبرد، مما يخلق إجهادًا داخليًا. عندما يبرد الجزء بشكل غير متساوٍ، يصبح هذا الإجهاد "مقفلًا"، مما يتسبب في التواء المكون أو لفه أو انحنائه.
كيف تحقق الأفران الفراغية التسخين المنتظم
يزيل الفرن الفراغي تقريبًا كل الغلاف الجوي. بدون جزيئات الهواء لنقل الحرارة عن طريق الحمل الحراري، تنتقل الحرارة بشكل أساسي عن طريق الإشعاع.
ينتقل الحرارة المشعة في جميع الاتجاهات من عناصر التسخين في الفرن، مما يؤدي إلى تسخين جميع أسطح تجميع المكون في وقت واحد. هذه العملية لطيفة ومنتظمة بطبيعتها أكثر من تطبيق لهب مركز أو قوس كهربائي على خط وصلة واحد.
الدور الحاسم للتبريد المتحكم فيه
يعد منع التشوه أمرًا يتعلق بالتبريد بقدر ما يتعلق بالتسخين. تستخدم الأفران الفراغية دورات تبريد مبرمجة ومتعددة المراحل.
من خلال تقليل درجة الحرارة ببطء وبشكل موحد، يضمن الفرن أن ينكمش التجميع بأكمله بنفس المعدل. هذا يمنع تكوين إجهادات جديدة أثناء مرحلة التبريد، مما يحافظ على الأبعاد الدقيقة للمكون.
مقارنة مع طرق الربط الأخرى
تصبح تفوق اللحام بالنحاس في الفراغ للتحكم في الأبعاد واضحًا عند مقارنته بالطرق التي تعتمد على الحرارة الموضعية.
التدرجات العالية للحام واللحام باللهب
تطبق عمليات مثل اللحام واللحام باللهب حرارة شديدة ومركزة مباشرة على منطقة الوصلة. هذا يخلق فرقًا هائلاً في درجة الحرارة بين الوصلة المنصهرة والمعدن الأساسي البارد المحيط.
هذا التدرج الحراري الشديد هو السبب المباشر للتشوه الكبير والإجهاد المتبقي، وغالبًا ما يتطلب عمليات تسوية أو تخفيف إجهاد بعد المعالجة.
ميزة تسخين التجميع بأكمله
يعامل اللحام بالنحاس في الفراغ المكون كنظام كامل. يتم رفع التجميع بأكمله إلى درجة حرارة اللحام معًا، ويتم الاحتفاظ به عند درجة حرارة موحدة ("نقع")، ثم يتم تبريده معًا.
نظرًا لعدم تعرض أي جزء من المكون لصدمة حرارية، يتم الحفاظ على الشكل الأصلي وتفاوتات الأبعاد بدقة عالية جدًا.
فهم المفاضلات
على الرغم من تفوقه في الدقة، فإن عملية اللحام بالنحاس في الفراغ تتضمن مفاضلات واضحة تجعلها غير مناسبة لكل تطبيق.
أوقات دورة أبطأ
يعد تسخين وتبريد تجميع كامل بطريقة متحكم فيها عملية دفعات تستغرق وقتًا طويلاً. يمكن أن تتراوح أوقات الدورة من عدة ساعات إلى أكثر من يوم، اعتمادًا على كتلة الأجزاء وتعقيد الملف الحراري. هذا أبطأ بكثير من معظم عمليات اللحام.
تكاليف معدات وتشغيل أعلى
تمثل الأفران الفراغية استثمارًا رأسماليًا كبيرًا. تتطلب العملية أيضًا تحضيرًا دقيقًا وتجميعًا دقيقًا واستهلاكًا لسبائك اللحام ومواد "التوقف"، مما يزيد من تكلفة الجزء.
قيود المواد والتصميم
تقتصر العملية على المواد المتوافقة مع معدن حشو اللحام ويمكنها تحمل الدورة الحرارية المطلوبة دون تغييرات معدنية غير مرغوب فيها. يجب أن يتناسب التجميع بأكمله أيضًا مع المنطقة الساخنة القابلة للاستخدام في الفرن.
اختيار الخيار الصحيح لتطبيقك
يتطلب اختيار عملية الربط الصحيحة مواءمة نقاط قوة الطريقة مع الأهداف الأكثر أهمية لمشروعك.
- إذا كان تركيزك الأساسي هو الدقة المطلقة والحد الأدنى من التشوه: يعد اللحام بالنحاس في الفراغ هو الخيار الحاسم للتجميعات المعقدة وعالية القيمة حيث تكون دقة الأبعاد غير قابلة للتفاوض.
- إذا كان تركيزك الأساسي هو الإنتاج عالي الحجم والتكلفة المنخفضة: عادةً ما تكون الطرق التقليدية مثل اللحام الآلي أو اللحام باللهب أسرع وأكثر اقتصادية، بشرط أن يكون مستوى معين من التشوه مقبولاً.
- إذا كان تركيزك الأساسي هو ربط المواد المختلفة أو الرقيقة جدًا: يوفر التسخين اللطيف والمنتظم للحام بالنحاس في الفراغ ميزة كبيرة، مما يقلل من خطر التلف أو التشقق.
في النهاية، يوفر اللحام بالنحاس في الفراغ مستوى لا مثيل له من التحكم الحراري، مما يجعله الحل الأمثل لتصنيع المكونات ذات الأبعاد الحرجة.
جدول الملخص:
| الميزة | كيف يمنع التشوه |
|---|---|
| تسخين إشعاعي موحد | يسخن التجميع بأكمله في وقت واحد، مما يقضي على التدرجات الحرارية. |
| دورة تبريد متحكم فيها | يقلل درجة الحرارة ببطء لمنع تكوين إجهادات داخلية جديدة. |
| بيئة خالية من الغلاف الجوي | يزيل نقل الحرارة بالحمل الحراري، مما يسمح بدورات حرارية لطيفة وموحدة. |
| معالجة التجميع بأكمله | يعامل المكون كنظام كامل، ويتجنب الصدمات الحرارية الموضعية. |
هل تحتاج إلى ربط مكونات معقدة وعالية القيمة بدون تشوه؟
من خلال الاستفادة من البحث والتطوير الاستثنائي والتصنيع الداخلي، توفر KINTEK لمختبرات متنوعة ومرافق التصنيع حلول أفران لحام بالنحاس في الفراغ متقدمة. تسمح لنا قدرتنا القوية على التخصيص العميق بتكييف أنظمة الأفران بدقة لتلبية متطلبات المعالجة الحرارية الفريدة الخاصة بك، مما يضمن دقة الأبعاد المثالية لتجميعاتك الأكثر أهمية.
اتصل بـ KINTEK اليوم لمناقشة كيف يمكن لتقنية اللحام بالنحاس في الفراغ لدينا حل تحديات التشوه الخاصة بك.
دليل مرئي
المنتجات ذات الصلة
- أفران التلبيد والتلبيد بالنحاس والمعالجة الحرارية بالتفريغ
- آلة فرن الضغط الساخن الفراغي آلة فرن الضغط الساخن المسخنة بالفراغ
- فرن المعالجة الحرارية بالتفريغ الهوائي الصغير وفرن تلبيد أسلاك التنجستن
- فرن التلبيد بالتفريغ الحراري المعالج بالحرارة فرن التلبيد بالتفريغ بسلك الموليبدينوم
- آلة فرن الضغط الساخن الفراغي فرن أنبوب الضغط الفراغي المسخن
يسأل الناس أيضًا
- ما هو دور الأفران عالية الدقة في المعالجة الحرارية لسبائك Inconel 718؟ إتقان هندسة البنية المجهرية
- ما هي وظيفة أفران المعالجة الحرارية الصناعية بالتفريغ؟ الارتقاء بجودة فولاذ الماراجينغ المطبوع ثلاثي الأبعاد
- ما هي المزايا التقنية لاستخدام رقائق Ti-35Ni-25Nb؟ المتانة العالية واستقرار طور بيتا (beta-phase).
- ما أهمية اللحام بالنحاس في الفراغ في التصنيع الحديث؟ تحقيق وصلات قوية ونقية للتطبيقات الحيوية
- كيف يؤثر المعالجة الحرارية بالتفريغ على البنية الحبيبية لسبائك المعادن؟ تحقيق تحكم دقيق في البنية المجهرية



















