لإنتاج مركبات الحديد والنحاس، يعتبر التلبيد بالضغط الساخن الفراغي متفوقًا تقنيًا على التلبيد بالبلازما الشرارية (SPS) فيما يتعلق بجودة المواد والجدوى الصناعية. بينما يوفر التلبيد بالبلازما الشرارية سرعات معالجة سريعة، فإن التلبيد بالضغط الساخن الفراغي يوفر البيئة الحرارية الموحدة اللازمة لتحقيق الكثافة المثلى والسلامة الهيكلية في أنظمة الحديد والنحاس.
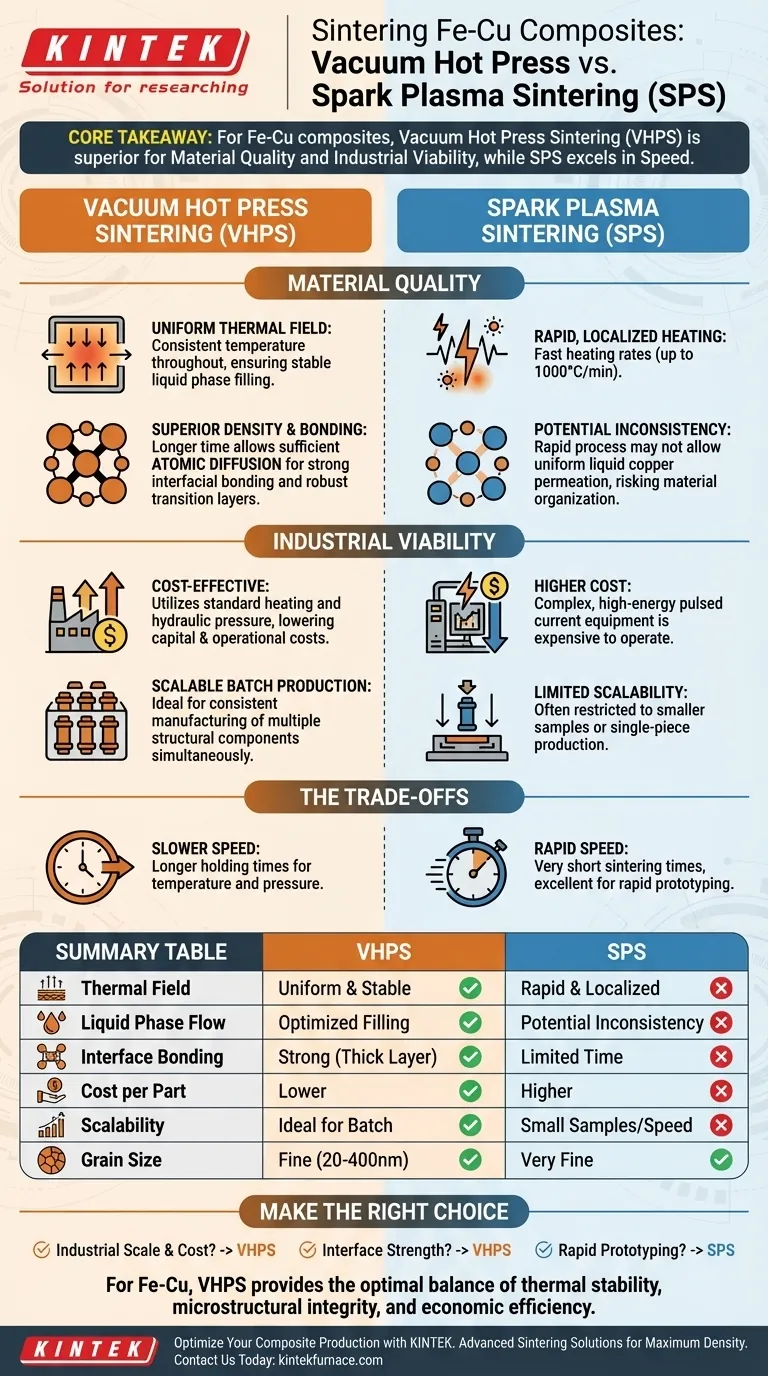
الفكرة الأساسية بينما يتفوق التلبيد بالبلازما الشرارية (SPS) في السرعة، فإن التلبيد بالضغط الساخن الفراغي هو الطريقة المفضلة لمركبات الحديد والنحاس لأنه يوفر طورًا سائلًا مستقرًا ومجالًا حراريًا موحدًا. ينتج عن ذلك كثافة أعلى، وتنظيم أفضل للمواد، وتكلفة إنتاج أقل بكثير مناسبة للتوسع الصناعي.

جودة المواد والبنية المجهرية
تحقيق كثافة فائقة
الميزة الأساسية للتلبيد بالضغط الساخن الفراغي لمركبات الحديد والنحاس هي إنشاء مجال حراري موحد. على عكس التسخين السريع والمتقطع للتلبيد بالبلازما الشرارية، يحافظ الضغط الساخن على ملف تعريف درجة حرارة ثابت عبر المادة.
تسمح هذه الوحدة الزمنية بـ ملء الطور السائل بشكل أكثر استقرارًا. في نظام الحديد والنحاس، يعد ضمان ملء الطور السائل للنحاس للفراغات بين جزيئات الحديد بشكل كافٍ أمرًا بالغ الأهمية لتحقيق كثافة عالية.
التحكم في الانتشار الذري
يستخدم التلبيد بالضغط الساخن الفراغي عادةً أوقات احتفاظ أطول لكل من درجة الحرارة والضغط مقارنة بالتلبيد بالبلازما الشرارية.
تسهل هذه المدة الممتدة تفاعلات الانتشار الذري الكافية. إنها تسمح بتكوين طبقة انتقالية سميكة وأكثر وضوحًا بين الحديد والنحاس، وهو أمر ضروري للترابط القوي بين الواجهات.
تنظيم تطور الواجهة
تسمح خصائص عملية التلبيد بالضغط الساخن الفراغي بتنظيم أفضل لعملية تطور الواجهة.
نظرًا لأن العملية تهيمن عليها الانتشار الحراري لفترة أطول، يمكن للباحثين والمهندسين ملاحظة والتحكم في كيفية ترابط المواد بشكل أوضح. يؤدي هذا إلى قوة ميكانيكية أكثر قابلية للتنبؤ في المركب النهائي.
الجدوى الصناعية والتكلفة
الفعالية من حيث التكلفة
لإنتاج المكونات الهيكلية، فإن التلبيد بالضغط الساخن الفراغي أقل تكلفة بشكل عام من تقنية التلبيد بالبلازما الشرارية.
غالبًا ما تكون معدات التلبيد بالبلازما الشرارية معقدة ومكلفة في التشغيل بسبب متطلبات التيار النبضي عالي الطاقة. يستخدم الضغط الساخن الفراغي عناصر تسخين قياسية وضغطًا هيدروليكيًا، مما يقلل من النفقات الرأسمالية والتشغيلية.
قابلية التوسع للإنتاج الدفعي
تم تحديد التلبيد بالضغط الساخن الفراغي على وجه التحديد على أنه أكثر ملاءمة للإنتاج الدفعي الصناعي.
يسمح استقرار العملية بالتصنيع المتسق لمكونات هيكلية متعددة في وقت واحد. غالبًا ما يقتصر التلبيد بالبلازما الشرارية على أحجام عينات أصغر أو إنتاج قطعة واحدة، مما يجعله أقل جدوى للتصنيع على نطاق واسع لأجزاء الحديد والنحاس.
فهم المفاضلات
فارق السرعة
يستخدم التلبيد بالبلازما الشرارية التسخين جول والتأثيرات الميدانية لتحقيق معدلات تسخين عالية للغاية (تصل إلى 1000 درجة مئوية/دقيقة). ينتج عن ذلك أوقات تلبيد قصيرة جدًا مقارنة بطريقة الضغط الساخن الفراغي.
ومع ذلك، بالنسبة لمركبات الحديد والنحاس، يمكن أن تكون هذه السرعة عيبًا. قد لا تسمح سرعة التسخين بوقت كافٍ لانتشار طور النحاس السائل في مصفوفة الحديد بشكل موحد، مما قد يؤدي إلى تنظيم غير متسق للمواد.
اعتبارات حجم الحبيبات
الميزة العامة للتلبيد بالضغط الساخن الفراغي على الضغط البارد والتلبيد التقليدي هي منع خشونة الحبيبات.
من خلال الجمع بين التلبيد والضغط في خطوة واحدة تحت التفريغ، تنتج العملية مواد ذات حبيبات دقيقة (20-400 نانومتر) مع مقاومة تآكل فائقة. بينما يتحكم التلبيد بالبلازما الشرارية أيضًا في نمو الحبيبات عبر السرعة، فإن الضغط الساخن الفراغي يحقق ذلك مع الحفاظ على وقت الانتشار اللازم لترابط الحديد والنحاس.
اتخاذ القرار الصحيح لهدفك
لاختيار طريقة التلبيد الصحيحة لمشروعك المحدد، ضع في اعتبارك أولويات الإنتاج التالية:
- إذا كان تركيزك الأساسي هو النطاق الصناعي والتكلفة: اختر التلبيد بالضغط الساخن الفراغي لضمان الكثافة الموحدة والجدوى الاقتصادية للإنتاج الدفعي.
- إذا كان تركيزك الأساسي هو قوة الواجهة: اختر التلبيد بالضغط الساخن الفراغي للسماح بالانتشار الذري الكافي وتكوين طبقات انتقالية قوية.
- إذا كان تركيزك الأساسي هو سرعة النمذجة الأولية السريعة: اختر التلبيد بالبلازما الشرارية (SPS)، ولكن كن على علم بأنك قد تضحي بتوحيد المواد والكثافة مقارنة بالضغط الساخن.
بالنسبة لمركبات الحديد والنحاس، يوفر التلبيد بالضغط الساخن الفراغي التوازن الأمثل بين الاستقرار الحراري والسلامة الهيكلية المجهرية والكفاءة الاقتصادية.
جدول ملخص:
| الميزة | التلبيد بالضغط الساخن الفراغي | التلبيد بالبلازما الشرارية (SPS) |
|---|---|---|
| المجال الحراري | موحد ومستقر | سريع وموضعي |
| تدفق الطور السائل | وقت ملء محسّن | احتمالية عدم الاتساق |
| ترابط الواجهة | قوي (طبقة انتشار سميكة) | وقت انتشار محدود |
| التكلفة لكل جزء | أقل (كفاءة صناعية) | أعلى (معدات/طاقة) |
| قابلية التوسع | مثالي للإنتاج الدفعي | الأفضل للعينات الصغيرة/السرعة |
| حجم الحبيبات | دقيق (20-400 نانومتر) | دقيق جدًا (معالجة سريعة) |
قم بتحسين إنتاج المركبات الخاص بك مع KINTEK
تأكد من أن مركبات الحديد والنحاس الخاصة بك تحقق أقصى قدر من الكثافة والسلامة الهيكلية مع حلول التلبيد المتقدمة لدينا. بدعم من البحث والتطوير والتصنيع المتخصص، تقدم KINTEK أنظمة فراغ، وفرن، وأنبوب، ودوار، وأنظمة ترسيب البخار الكيميائي (CVD) حديثة، وكلها قابلة للتخصيص بالكامل لتلبية احتياجاتك الفريدة في المختبر أو الصناعة.
هل أنت مستعد لرفع جودة المواد الخاصة بك؟ اتصل بخبرائنا اليوم للعثور على الفرن المثالي لتطبيقك.
دليل مرئي
المنتجات ذات الصلة
- فرن المعالجة الحرارية بالتفريغ بالكبس الساخن بالتفريغ الهوائي 600T وفرن التلبيد
- فرن المعالجة الحرارية والتلبيد بالتفريغ بضغط الهواء 9 ميجا باسكال
- آلة فرن الضغط الساخن الفراغي فرن أنبوب الضغط الفراغي المسخن
- فرن التلبيد بالمعالجة الحرارية بالتفريغ مع ضغط للتلبيد بالتفريغ
- 2200 ℃ فرن المعالجة الحرارية بالتفريغ والتلبيد بالتفريغ من التنجستن
يسأل الناس أيضًا
- كيف يتم تصنيف أفران التلبيد بالكبس على الساخن بالفراغ بناءً على درجة الحرارة؟ استكشاف الحلول من الفئة المنخفضة والمتوسطة والعالية
- ما هي فوائد استخدام فرن التلبيد بالضغط الساخن الفراغي لتحضير مركبات الألومنيوم المعززة بألياف كربيد السيليكون (SiCw/2024)؟ تحقيق مواد فضائية عالية الأداء
- ما هي الوظيفة الأساسية لفرن التلبيد بالضغط الساخن الفراغي في تحضير سبائك الروثينيوم والتيتانيوم عالية الكثافة؟ تحقيق أقصى قدر من الكثافة والنقاء
- ما هي المزايا الرئيسية لأفران التلبيد بالكبس الحراري الفراغي؟ تحقيق كثافة ونقاء فائقين في المواد
- كيف تحمي بيئة التفريغ في فرن التلبيد بالضغط الساخن الفراغي السيراميك المحتوي على الكروم؟ اكتشف ذلك.



















