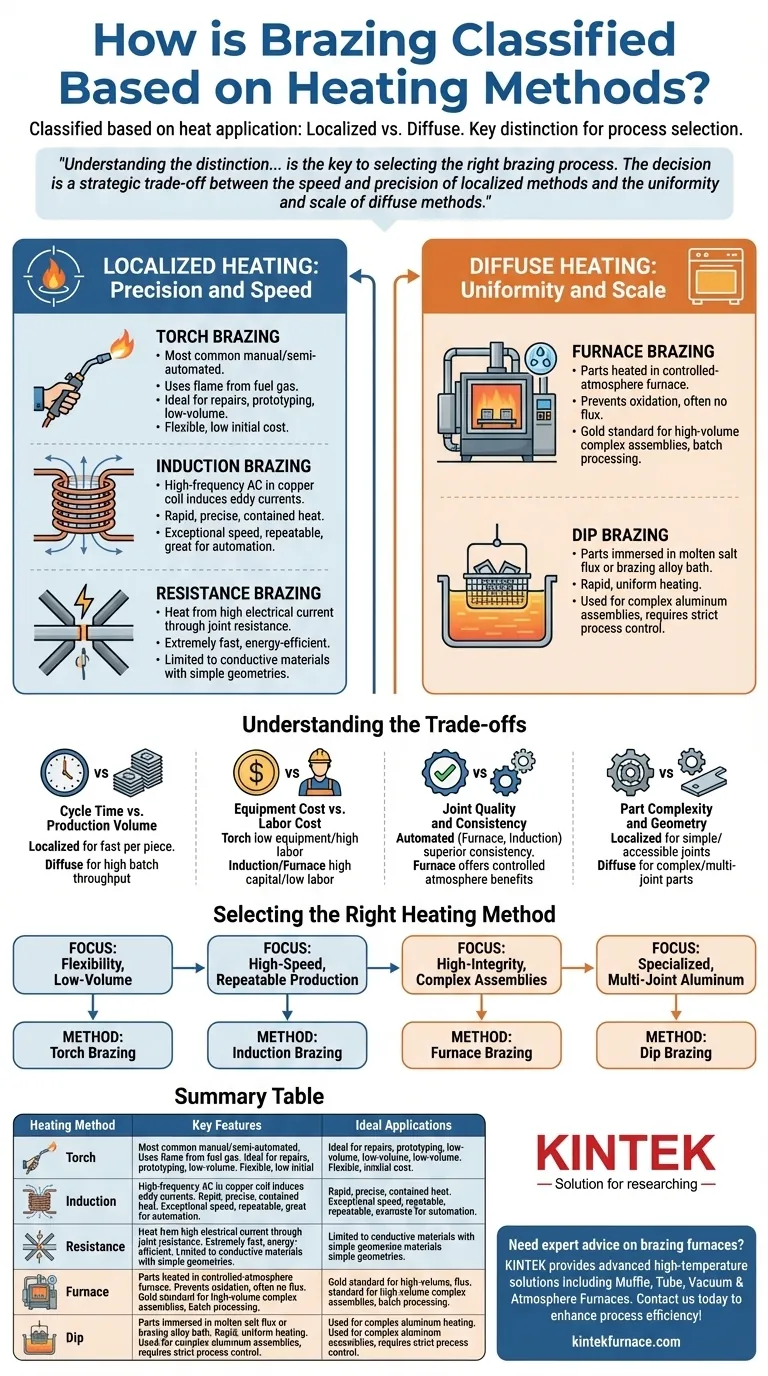
يتم تصنيف عمليات اللحام بالنحاس بناءً على كيفية تطبيق الحرارة على التجميع. الفئتان الأساسيتان هما التسخين الموضعي، الذي يركز الطاقة فقط على منطقة الوصلة، والتسخين المنتشر، حيث يتم رفع درجة حرارة الجزء أو التجميع بالكامل إلى درجة حرارة اللحام بالنحاس. هذا الاختيار الأساسي بين النهج المركز أو الشامل يحدد كل شيء بدءًا من سرعة الإنتاج وتكلفة المعدات وصولاً إلى الجودة النهائية وسلامة الوصلة.
إن فهم التمييز بين التسخين الموضعي والمنتشر هو المفتاح لاختيار عملية اللحام بالنحاس الصحيحة. القرار هو مفاضلة استراتيجية بين سرعة ودقة الطرق الموضعية، وتوحيد ونطاق الطرق المنتشرة.

التسخين الموضعي: الدقة والسرعة
تعتبر طرق التسخين الموضعي مثالية للتطبيقات التي يجب فيها تطبيق الحرارة بسرعة واحتوائها في منطقة معينة. وهذا يمنع تلف الحرارة للأجزاء المحيطة ويسمح بمعالجة أسرع للأجزاء الفردية.
اللحام بالنحاس بالشعلة
يعد اللحام بالنحاس بالشعلة الطريقة اليدوية أو شبه الآلية الأكثر شيوعًا، حيث تستخدم شعلة من غاز وقود (مثل الأسيتيلين أو البروبان) مخلوطًا بالأكسجين أو الهواء. إنها متعددة الاستخدامات وتتطلب استثمارًا أوليًا منخفضًا نسبيًا.
الميزة الأساسية للحام بالنحاس بالشعلة هي مرونتها للإصلاحات والنماذج الأولية والإنتاج بكميات قليلة. ومع ذلك، تعتمد جودتها بشكل كبير على مهارة المشغل، وهناك خطر التسخين غير المتناسق أو التسخين المفرط الموضعي.
اللحام بالنحاس بالحث
تستخدم هذه الطريقة تيارًا مترددًا عالي التردد يمر عبر ملف نحاسي مصمم خصيصًا. يُحدِث الملف تيارات دوامية داخل الجزء، مما يولد حرارة سريعة ودقيقة ومحتواة بالضبط عند خط الوصلة.
يُقدَّر اللحام بالنحاس بالحث في التصنيع بكميات كبيرة لسرعته الفائقة وقابليته للتكرار. بمجرد الإعداد، فإنه ينتج نتائج متسقة للغاية بأقل تدخل من المشغل، مما يجعله مثاليًا للتشغيل الآلي.
اللحام بالنحاس بالمقاومة
يولد اللحام بالنحاس بالمقاومة حرارة عن طريق تمرير تيار كهربائي عالي عبر منطقة الوصلة، باستخدام المقاومة الطبيعية للمكونات لتوليد طاقة حرارية. يتم عادةً تثبيت الأجزاء بين قطبين كهربائيين.
تتميز هذه العملية بالسرعة الفائقة وكفاءة الطاقة ولكنها تقتصر بشكل عام على ربط المواد الموصلة للكهرباء ذات الأشكال الهندسية المتداخلة البسيطة نسبيًا.
التسخين المنتشر: التوحيد والنطاق
تُستخدم طرق التسخين المنتشرة عندما يجب تسخين التجميع بالكامل بشكل متجانس لتجنب الإجهاد الحراري أو عندما يحتوي الجزء على وصلات متعددة أو معقدة لا يمكن الوصول إليها بالطرق الموضعية.
اللحام بالنحاس بالفرن
في اللحام بالنحاس بالفرن، يتم تجميع الأجزاء مسبقًا مع وضع معدن الحشو عند الوصلات ثم يتم تسخينها في فرن ذي جو متحكم فيه. يمنع الجو الواقي (مثل النيتروجين أو الهيدروجين أو الفراغ) الأكسدة، مما يلغي غالبًا الحاجة إلى مادة صاهرة.
تعد هذه الطريقة المعيار الذهبي للإنتاج بكميات كبيرة للتجمعات المعقدة، حيث يمكنها لحام مئات أو آلاف الوصلات في وقت واحد. إنها تنتج أجزاء نظيفة وقوية وخالية من الإجهاد بأعلى جودة.
اللحام بالنحاس بالغمس
يتضمن اللحام بالنحاس بالغمس غمس الأجزاء المجمعة مسبقًا في حمام من مادة صاهرة ملحية منصهرة أو، بشكل أقل شيوعًا، حمام من سبيكة اللحام بالنحاس المنصهرة نفسها. يوفر الحمام تسخينًا سريعًا ومتجانسًا ويُصهر التجميع بالكامل.
تُستخدم هذه التقنية بشكل أساسي لتجمعات الألومنيوم المعقدة مثل المبادلات الحرارية، حيث يمكنها ربط العديد من الوصلات المعقدة والتي يصعب الوصول إليها في وقت واحد. تتطلب تحكمًا صارمًا في العملية لإدارة المادة الصاهرة المسببة للتآكل وضمان نظافة الأجزاء.
فهم المفاضلات: الموضعية مقابل المنتشرة
يتضمن الاختيار بين هاتين الفئتين من العمليات الموازنة بين الأولويات المتنافسة للسرعة والتكلفة والجودة وتعقيد الجزء.
وقت الدورة مقابل حجم الإنتاج
توفر الطرق الموضعية مثل الحث أسرع وقت دورة لكل قطعة. ومع ذلك، فإن الطرق المنتشرة مثل اللحام بالنحاس بالفرن توفر إنتاجية إجمالية أعلى للكميات الكبيرة، حيث يمكن معالجة آلاف الأجزاء في دورة فرن واحدة.
تكلفة المعدات مقابل تكلفة العمالة
يتميز اللحام بالنحاس بالشعلة بتكلفة معدات أولية منخفضة ولكن تكلفة عمالة متكررة عالية واعتماد على المشغلين المهرة. في المقابل، يتطلب اللحام بالنحاس بالحث والفرن استثمارًا رأسماليًا كبيرًا ولكنه يوفر تكاليف عمالة منخفضة وإمكانات أتمتة عالية.
جودة الوصلة والاتساق
توفر الطرق المنتشرة والموضعية الآلية (الفرن، الحث) اتساقًا وتكرارية فائقين مقارنة باللحام بالنحاس اليدوي بالشعلة. يضيف اللحام بالنحاس بالفرن فائدة كبيرة تتمثل في الجو المتحكم فيه، والذي يمنع الأكسدة وينتج عنه وصلات أنظف وأقوى بدون مادة صاهرة.
تعقيد الجزء وهندسته
تعتبر الطرق الموضعية الأفضل للوصلات البسيطة والتي يمكن الوصول إليها في تجميع أكبر. تعد الطرق المنتشرة هي الخيار الوحيد القابل للتطبيق للأجزاء التي تحتوي على العديد من الوصلات، أو الأشكال الهندسية الداخلية المعقدة، أو الحاجة إلى تقليل التشوه الحراري عبر المكون بأكمله.
اختيار طريقة التسخين المناسبة لتطبيقك
يجب أن يسترشد اختيارك بأهداف مشروعك المحددة وبيئة التصنيع.
- إذا كان تركيزك الأساسي هو المرونة والعمل بكميات قليلة: يوفر اللحام بالنحاس بالشعلة تعدد استخدامات لا مثيل له وتكاليف إعداد منخفضة للإصلاحات والنماذج الأولية.
- إذا كان تركيزك الأساسي هو الإنتاج عالي السرعة والقابل للتكرار: يوفر اللحام بالنحاس بالحث سرعة واتساقًا استثنائيين لخطوط التصنيع الآلية.
- إذا كان تركيزك الأساسي هو التجمعات المعقدة عالية التكامل: يوفر اللحام بالنحاس بالفرن أعلى جودة ونتائج خالية من الإجهاد للإنتاج على دفعات.
- إذا كان تركيزك الأساسي هو مكونات الألومنيوم المتخصصة متعددة الوصلات: يعد اللحام بالنحاس بالغمس الطريقة القياسية الصناعية لضمان تكوين وصلات كاملة ومتجانسة.
عن طريق مطابقة طريقة التسخين مع متطلبات الجزء وحجم الإنتاج، يمكنك ضمان عملية ربط موثوقة وفعالة من حيث التكلفة.
جدول ملخص:
| طريقة التسخين | الميزات الرئيسية | التطبيقات المثالية |
|---|---|---|
| اللحام بالنحاس بالشعلة | يدوي، مرن، تكلفة معدات منخفضة | إصلاحات، نماذج أولية، إنتاج بكميات قليلة |
| اللحام بالنحاس بالحث | آلي، سريع، دقيق، قابل للتكرار | تصنيع بكميات كبيرة، أتمتة |
| اللحام بالنحاس بالمقاومة | سريع، موفر للطاقة، يقتصر على المواد الموصلة | أشكال هندسية بسيطة، وصلات متداخلة |
| اللحام بالنحاس بالفرن | تسخين متجانس، جو متحكم فيه، وصلات عالية الجودة | تجمعات معقدة، إنتاج دفعات بكميات كبيرة |
| اللحام بالنحاس بالغمس | تسخين بالغمر، متجانس، يعتمد على المادة الصاهرة | تجمعات الألومنيوم، وصلات معقدة متعددة |
هل تحتاج إلى مشورة خبراء بشأن اختيار فرن اللحام بالنحاس المناسب لمختبرك؟ تستفيد KINTEK من البحث والتطوير الاستثنائيين والتصنيع الداخلي لتقديم حلول أفران متقدمة عالية الحرارة، بما في ذلك أفران Muffle، والأنبوبية، والدوّارة، والفراغ والجو المتحكم فيه، وأنظمة CVD/PECVD. مع قدرات التخصيص العميقة والقوية، فإننا نلبي بدقة متطلباتك التجريبية الفريدة للحام بالنحاس وما بعده. اتصل بنا اليوم لتعزيز كفاءة عمليتك وجودة وصلاتك!
دليل مرئي
المنتجات ذات الصلة
- أفران التلبيد والتلبيد بالنحاس والمعالجة الحرارية بالتفريغ
- فرن تلبيد البورسلين لطب الأسنان بالتفريغ لمعامل الأسنان
- فرن تفريغ الضغط الخزفي لتلبيد البورسلين زركونيا للأسنان
- فرن التلبيد بالمعالجة الحرارية بالتفريغ مع ضغط للتلبيد بالتفريغ
- فرن فرن فرن الدثر ذو درجة الحرارة العالية للتجليد المختبري والتلبيد المسبق
يسأل الناس أيضًا
- ما هي المزايا التقنية لاستخدام رقائق Ti-35Ni-25Nb؟ المتانة العالية واستقرار طور بيتا (beta-phase).
- ما هي وظيفة أفران المعالجة الحرارية الصناعية بالتفريغ؟ الارتقاء بجودة فولاذ الماراجينغ المطبوع ثلاثي الأبعاد
- ما أهمية اللحام بالنحاس في الفراغ في التصنيع الحديث؟ تحقيق وصلات قوية ونقية للتطبيقات الحيوية
- كيف يؤثر المعالجة الحرارية بالتفريغ على البنية الحبيبية لسبائك المعادن؟ تحقيق تحكم دقيق في البنية المجهرية
- ما هي مزايا استخدام فرن المعالجة الحرارية الفراغي؟ تحقيق جودة وتحكم فائقين في المواد



















