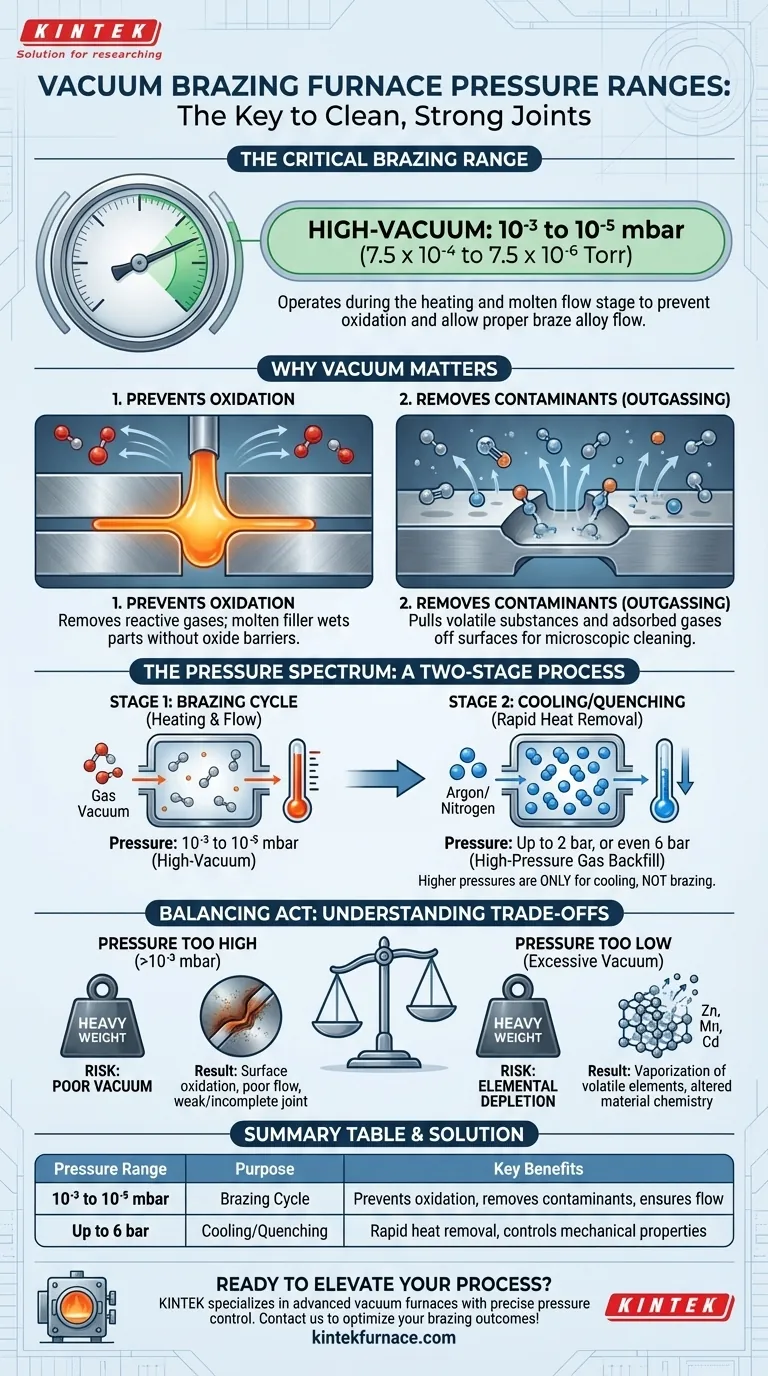
لكي نكون دقيقين، يعمل فرن اللحام بالنحاس في الفراغ عادة ضمن نطاق فراغ عالي يتراوح من 10⁻³ إلى 10⁻⁵ ملي بار (mbar) خلال دورة اللحام الفعلية. يعد مستوى الضغط هذا، الذي يعادل تقريباً 7.5 × 10⁻⁴ إلى 7.5 × 10⁻⁶ تور، حاسماً لخلق بيئة نظيفة بما يكفي لمنع الأكسدة والسماح لمعدن حشو اللحام بالنحاس بالتدفق بشكل صحيح إلى المفصل.
مستوى الضغط المحدد في فرن التفريغ ليس عشوائياً؛ إنه معلمة يتم التحكم فيها بدقة مصممة لخلق بيئة نشطة كيميائياً تزيل الملوثات والأكاسيد، مما يضمن السلامة المعدنية للمفصل الملحوم بالنحاس.

الغرض من الفراغ في اللحام بالنحاس
الهدف الأساسي من اللحام بالنحاس في الفراغ هو إنشاء مفصل قوي ونظيف ومحكم بين مكونين معدنيين أو أكثر. يتطلب تحقيق ذلك بيئة تختلف جوهرياً عن اللحام بالنحاس في الهواء الطلق.
منع الأكسدة
الوظيفة الأكثر أهمية للفراغ هي إزالة الأكسجين والغازات التفاعلية الأخرى من حجرة الفرن. عند تسخين معظم المعادن، ستشكل أكاسيد بسرعة على سطحها، والتي تعمل كحاجز يمنع معدن حشو اللحام المنصهر من تبليل الأجزاء والتدفق إلى المفصل عبر الخاصية الشعرية.
عن طريق إخلاء الحجرة إلى فراغ عالٍ، يتم تقليل كمية جزيئات الأكسجين بشكل كبير بحيث لا يمكن أن تحدث الأكسدة، حتى في درجات الحرارة العالية المطلوبة للحام بالنحاس.
إزالة المواد المتطايرة والملوثات
يسحب الفراغ المواد المتطايرة والغازات الممتصة بنشاط من أسطح الأجزاء التي يتم لحامها بالنحاس. تعمل هذه العملية، المعروفة باسم إزالة الغازات، على تنظيف أسطح المفصل على المستوى المجهري.
يضمن ذلك عدم تداخل أي ملوثات محاصرة مع تكوين رابطة معدنية قوية ومستمرة بين المعدن الحشو والمعادن الأساسية.
فهم نطاقات الضغط المختلفة
يعمل فرن التفريغ الحديث بضغوط مختلفة خلال مراحل مختلفة من العملية. يعد الخلط بين هذه المراحل نقطة سوء فهم شائعة.
نطاق اللحام بالنحاس في الفراغ العالي (10⁻³ إلى 10⁻⁵ ملي بار)
هذا هو نطاق الضغط الذي يحدث فيه التسخين والتدفق المصهور لسبيكة اللحام بالنحاس. يعتبر بيئة فراغ عالٍ.
هذا المستوى منخفض بما يكفي لمنع أكسدة المواد الهندسية الشائعة مثل الفولاذ المقاوم للصدأ وسبائك النيكل والنحاس.
ضغوط أعلى للتبريد والتبريد السريع
بعد اكتمال عملية اللحام بالنحاس وتصلب المعدن الحشو، يجب تبريد التجميع. تستخدم بعض الأفران إخماداً بالغاز عالي الضغط لهذه الخطوة.
يتم إعادة ملء الفرن بغاز خامل، مثل الأرجون أو النيتروجين، بضغوط تبلغ 2 بار أو حتى تصل إلى 6 بار. يدور هذا الغاز عالي الضغط بسرعة، ويزيل الحرارة بشكل أسرع بكثير من التبريد في الفراغ. هذا ضروري لتحقيق خصائص ميكانيكية محددة أو هياكل حبيبية في التجميع النهائي.
تُستخدم هذه الضغوط الأعلى للتبريد فقط وليست الضغط الذي يحدث عنده اللحام بالنحاس.
فهم المفاضلات
يعد اختيار الضغط المناسب مسألة موازنة بين العوامل المتنافسة. ليس الأمر دائماً "كلما انخفض الضغط، كان أفضل".
خطر الفراغ الضعيف (الضغط مرتفع جداً)
إذا لم يكن مستوى الفراغ منخفضاً بما يكفي (على سبيل المثال، أعلى من 10⁻³ ملي بار)، فسيبقى الأكسجين المتبقي في الحجرة. يؤدي هذا إلى أكسدة السطح على الأجزاء، وضعف تدفق اللحام بالنحاس، وفي النهاية مفصل ضعيف أو غير مكتمل.
والنتيجة هي معدل عالٍ للأجزاء المرفوضة وأداء غير موثوق به.
خطر الفراغ المفرط (الضغط منخفض جداً)
بالنسبة لبعض المواد، يمكن أن يكون الضغط المنخفض للغاية ضاراً. تحتوي بعض السبائك المعدنية على عناصر ذات ضغط بخاري عالٍ، مما يعني أنها يمكن أن "تغلي" أو تتسامى من المعدن الأساسي أو سبيكة الحشو تحت حرارة عالية وضغط منخفض جداً.
عناصر مثل الزنك أو المنجنيز أو الكادميوم معرضة لذلك. يمكن أن تؤدي هذه الظاهرة، المعروفة باسم استنفاد العناصر، إلى تغيير الكيمياء والأداء لكل من المادة الأساسية ومفصل اللحام بالنحاس. في هذه الحالات، يمكن إجراء اللحام بالنحاس عند ضغط أعلى قليلاً أو بضغط جزئي لغاز خامل لقمع هذا التبخر.
اتخاذ القرار الصحيح لهدفك
يعتمد إعداد الضغط الأمثل كلياً على المواد التي يتم ربطها والنتيجة المرجوة.
- إذا كان تركيزك الأساسي هو لحام الفولاذ المقاوم للصدأ القياسي أو سبائك النيكل: يعد نطاق الفراغ العالي القياسي من 10⁻³ إلى 10⁻⁵ ملي بار هو البيئة الصحيحة لتحقيق مفاصل نظيفة وخالية من الأكسيد.
- إذا كان تركيزك الأساسي هو لحام مواد تحتوي على عناصر متطايرة (مثل بعض سبائك النحاس أو الألومنيوم): يجب عليك التحكم بعناية في الضغط لمنع استنفاد العناصر، مما قد يتطلب التشغيل في الطرف الأعلى من نطاق الفراغ أو استخدام إعادة تعبئة بالضغط الجزئي.
- إذا كان تركيزك الأساسي هو التحكم في الخصائص الميكانيكية النهائية: يعد الفرن الذي يتمتع بقدرة على الإخماد بالغاز عالي الضغط ضرورياً للتبريد السريع بعد اكتمال دورة اللحام بالنحاس.
في النهاية، التحكم في ضغط الفرن أمر أساسي لإتقان عملية اللحام بالنحاس في الفراغ.
جدول الملخص:
| نطاق الضغط | الغرض | الفوائد الرئيسية |
|---|---|---|
| 10⁻³ إلى 10⁻⁵ ملي بار | دورة اللحام بالنحاس | يمنع الأكسدة، يزيل الملوثات، يضمن تدفق النحاس بشكل صحيح |
| حتى 6 بار | التبريد/الإخماد | إزالة الحرارة بسرعة، يتحكم في الخصائص الميكانيكية |
هل أنت مستعد للارتقاء بعملية اللحام بالنحاس في الفراغ؟ تتخصص KINTEK في حلول أفران درجات الحرارة العالية المتقدمة، بما في ذلك أفران الفراغ والجو مع تحكم دقيق في الضغط. تضمن قدرات التخصيص العميقة لدينا أن يلبي فرنك احتياجاتك التجريبية الفريدة، مما يوفر مفاصل نظيفة وقوية لمواد مثل الفولاذ المقاوم للصدأ وسبائك النيكل. اتصل بنا اليوم لمناقشة كيف يمكننا تحسين نتائج اللحام بالنحاس!
دليل مرئي
المنتجات ذات الصلة
- أفران التلبيد والتلبيد بالنحاس والمعالجة الحرارية بالتفريغ
- آلة فرن الضغط الساخن الفراغي آلة فرن الضغط الساخن المسخنة بالفراغ
- آلة فرن الضغط الساخن الفراغي فرن أنبوب الضغط الفراغي المسخن
- آلة فرن ضغط الهواء الساخن للتغليف والتسخين بالتفريغ
- فرن المعالجة الحرارية بالتفريغ بالكبس الساخن بالتفريغ الهوائي 600T وفرن التلبيد
يسأل الناس أيضًا
- ما أهمية اللحام بالنحاس في الفراغ في التصنيع الحديث؟ تحقيق وصلات قوية ونقية للتطبيقات الحيوية
- ما هو أحد أهم استخدامات أفران المعالجة الحرارية الفراغية في صناعة الطيران؟ تحقيق قوة فائقة في سبائك الطائرات
- ما هي وظيفة أفران المعالجة الحرارية الصناعية بالتفريغ؟ الارتقاء بجودة فولاذ الماراجينغ المطبوع ثلاثي الأبعاد
- ما هي مزايا استخدام فرن المعالجة الحرارية الفراغي؟ تحقيق جودة وتحكم فائقين في المواد
- ما هي المزايا التقنية لاستخدام رقائق Ti-35Ni-25Nb؟ المتانة العالية واستقرار طور بيتا (beta-phase).



















