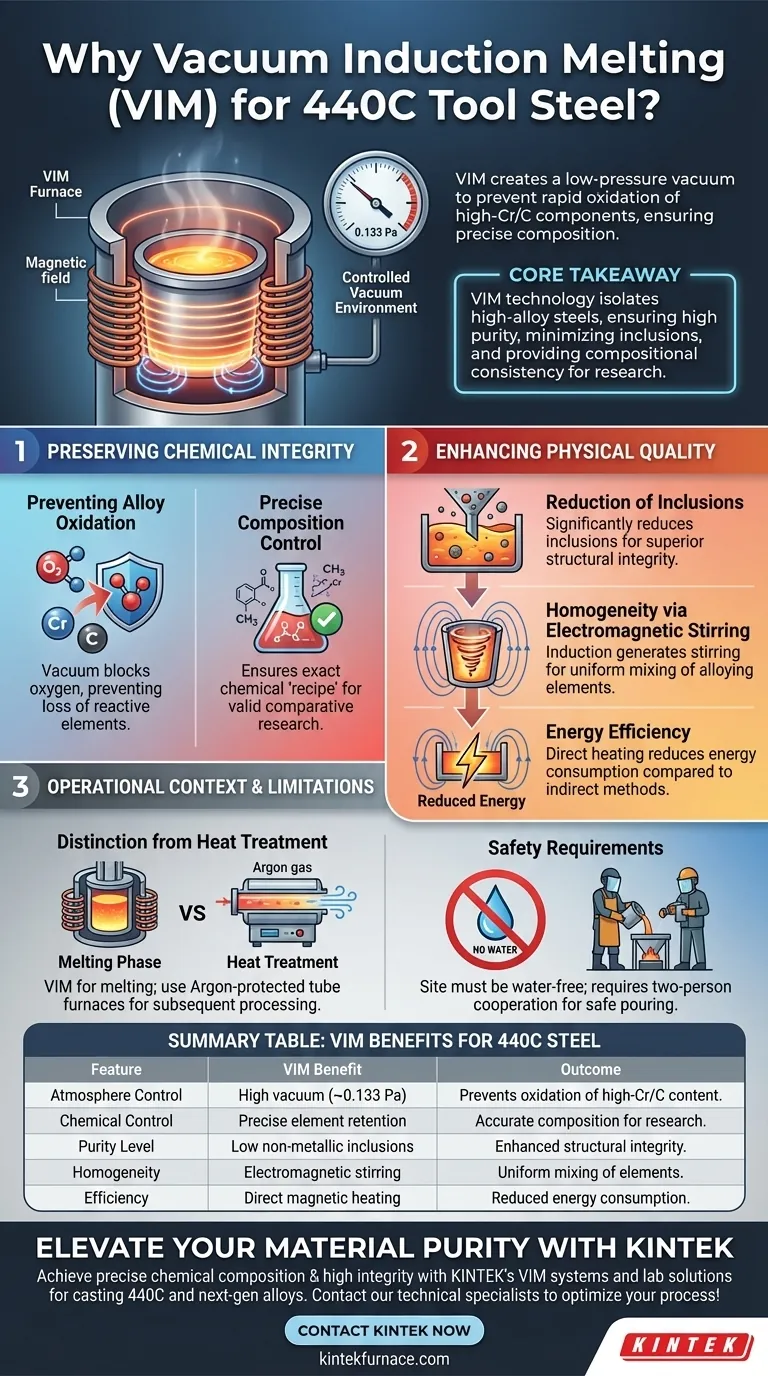
يتم استخدام الصهر بالحث الفراغي (VIM) لصلب الأدوات 440C بشكل أساسي لإنشاء بيئة فراغية منخفضة الضغط يتم التحكم فيها، عادةً حوالي 0.133 باسكال. يمنع هذا الجو المحدد الأكسدة السريعة للمكونات العالية الكروم وعالية الكربون في السبيكة، مما يضمن احتفاظ المصبوب النهائي بالتركيب الكيميائي الدقيق المطلوب للتطبيقات عالية الأداء.
الفكرة الأساسية تحل تقنية VIM تحدي صهر الفولاذ عالي السبائك التفاعلي عن طريق عزله عن التلوث الجوي. هذا يضمن نقاءً عاليًا، ويقلل من الشوائب، ويوفر الاتساق التركيبي اللازم للبحث المقارن الدقيق.
الحفاظ على السلامة الكيميائية
منع أكسدة السبائك
يُعرَّف صلب الأدوات 440C بمحتواه العالي من الكروم والكربون. هذه العناصر شديدة التفاعل مع الأكسجين عند درجات حرارة الصهر.
يستخدم فرن VIM بيئة فراغية لمنع الأكسجين من المصهور بشكل فعال. هذا يمنع فقدان هذه العناصر السبائكية الحيوية من خلال الأكسدة.
التحكم الدقيق في التركيب
لأغراض البحث والتصنيع عالي الجودة، يجب أن تكون "الوصفة" الكيميائية للفولاذ دقيقة.
تسمح البيئة الفراغية بالتحكم الدقيق في التركيب الكيميائي. هذا يضمن أن تتطابق عينات المصبوب مع المواصفات النظرية المطلوبة للبحث المقارن الصالح.
تعزيز الجودة المادية
تقليل الشوائب
يمكن للشوائب والشوائب غير المعدنية أن تقلل بشكل كبير من قوة وأداء صلب الأدوات.
يقلل VIM بشكل كبير من تكوين الشوائب مقارنة بطرق الصهر في الهواء الطلق. ينتج عن ذلك عينات مصبوبة عالية النقاء ذات سلامة هيكلية فائقة.
التجانس عن طريق التحريك الكهرومغناطيسي
يعد تحقيق خليط موحد من العناصر أمرًا بالغ الأهمية عند التعامل مع السبائك الثقيلة أو المعقدة.
تولد عملية الحث بطبيعتها تحريكًا كهرومغناطيسيًا داخل المعدن المنصهر. هذا يضمن خلط المواد الخام وسبائكها بشكل كامل في الحالة المنصهرة، مما ينتج عنه تركيب كيميائي موحد.
كفاءة الطاقة
بالإضافة إلى الجودة، يوفر VIM مزايا تشغيلية واضحة فيما يتعلق باستخدام الطاقة.
يولد المجال المغناطيسي الذي يولده الفرن المعدن مباشرة. يوفر هذا استهلاكًا أقل للطاقة بسبب نقل الطاقة الفعال مقارنة بالطرق غير المباشرة مثل التسخين بالقوس أو المقاومة.
السياق التشغيلي والقيود
التمييز عن المعالجة الحرارية
بينما يعد VIM ضروريًا لمرحلة الصهر، إلا أنه لا يستخدم للمعالجة الحرارية اللاحقة.
بالنسبة لعمليات مثل التلدين عند 1050 درجة مئوية، يتم استخدام فرن أنبوبي مع حماية من الأرجون المتدفق. يمنع هذا الجو الخامل إزالة الكربونات السطحية والأكسدة عند درجات الحرارة العالية بعد تصلب الفولاذ.
متطلبات السلامة
تتطلب عملية الصب في إعداد VIM الالتزام الصارم ببروتوكولات السلامة.
يجب أن يكون الموقع خاليًا تمامًا من الماء والعوائق لمنع التفاعلات الخطرة. بالإضافة إلى ذلك، تتطلب العمليات عمومًا تعاون شخص ثانٍ لضمان التعامل الآمن مع المواد المنصهرة والتخلص منها.
اتخاذ القرار الصحيح لهدفك
عند تقييم تحضير صلب الأدوات 440C، ضع في اعتبارك قيودك المحددة:
- إذا كان تركيزك الأساسي هو دقة البحث: أعط الأولوية لـ VIM لضمان عينات عالية النقاء ذات تركيبات كيميائية دقيقة وذات شوائب قليلة.
- إذا كان تركيزك الأساسي هو كفاءة العملية: استفد من التسخين المغناطيسي المباشر لتقنية الحث لتقليل استهلاك الطاقة مقارنة بالتسخين بالمقاومة.
- إذا كان تركيزك الأساسي هو سلامة السطح: تذكر أن VIM يحمي الكتلة المنصهرة، ولكن يجب عليك التبديل إلى بيئات محمية بالأرجون للمعالجات الحرارية اللاحقة لمنع إزالة الكربونات.
باستخدام VIM، تضمن الحفاظ على الجودة الأساسية للفولاذ منذ الخطوة الأولى لعملية الصب.
جدول ملخص:
| الميزة | فائدة VIM لصلب 440C | النتيجة |
|---|---|---|
| التحكم في الجو | فراغ عالي (~0.133 باسكال) | يمنع أكسدة محتوى الكروم/الكربون العالي |
| التحكم الكيميائي | احتفاظ دقيق بالعناصر | تركيب دقيق للبحث والتصنيع |
| مستوى النقاء | شوائب غير معدنية قليلة | سلامة هيكلية وقوة ميكانيكية معززة |
| التجانس | تحريك كهرومغناطيسي | خلط موحد لعناصر السبائك في المصهور |
| الكفاءة | تسخين مغناطيسي مباشر | انخفاض استهلاك الطاقة مقارنة بالطرق غير المباشرة |
عزز نقاء موادك مع KINTEK
هل أنت مستعد لتحقيق التركيب الكيميائي الدقيق والسلامة الهيكلية العالية المطلوبة لأبحاثك وإنتاجك؟ مدعومة بالبحث والتطوير والتصنيع المتخصصين، تقدم KINTEK أنظمة صهر بالحث الفراغي (VIM) عالية الأداء، وأفران أنبوبية، وحلول معملية عالية الحرارة قابلة للتخصيص مصممة خصيصًا لاحتياجاتك المعدنية الفريدة. سواء كنت تصب صلب الأدوات 440C أو تطور سبائك الجيل التالي، فإن أنظمتنا توفر التحكم والاتساق الذي تتطلبه.
اتصل بخبرائنا الفنيين اليوم لمناقشة متطلبات الفرن المخصصة الخاصة بك وتحسين عملية الصب الخاصة بك!
دليل مرئي
المراجع
- Vania Rodríguez Herrejon, Venkata Karthik Nadimpalli. Comparative Analysis of Wear Properties of 440C Tool Steel Fabricated by Spray Forming and Conventional Casting. DOI: 10.1007/s11665-025-11860-9
تستند هذه المقالة أيضًا إلى معلومات تقنية من Kintek Furnace قاعدة المعرفة .
المنتجات ذات الصلة
- فرن الصهر بالحث الفراغي وفرن الصهر بالقوس الكهربائي
- فرن المعالجة الحرارية بالتفريغ بالكبس الساخن بالتفريغ الهوائي 600T وفرن التلبيد
- فرن المعالجة الحرارية بالتفريغ الهوائي الصغير وفرن تلبيد أسلاك التنجستن
- أفران التلبيد والتلبيد بالنحاس والمعالجة الحرارية بالتفريغ
- فرن التلبيد بالتفريغ الحراري المعالج بالحرارة فرن التلبيد بالتفريغ بسلك الموليبدينوم
يسأل الناس أيضًا
- ما هو الدور الحاسم لفرن صهر الحث الفراغي في تحضير سبيكة FeAl؟ تحقيق سبائك فائقة النقاء
- ما هو دور فرن الصهر بالحث الفراغي في تحضير سبائك Fe3Al/Cr3C2؟ النقاء والدقة للطلاء
- ما هي المزايا التقنية لاستخدام فرن صهر بالحث الفراغي في تطوير فولاذ التعبئة والتغليف المتقدم؟
- ما هو الدور الذي تلعبه أفران الصهر بالحث الفراغي في إنتاج السبائك الفائقة القائمة على النيكل وعالية الألومنيوم؟
- كيف تعمل عملية الصهر بالحث الفراغي (VIM)؟ تحقيق نقاء فائق للمعادن وتحكم دقيق



















