في اللحام بالنحاس في الفراغ، تعتبر فجوة اللحام هي العامل الأكثر أهمية في إنشاء رابطة معدنية سليمة وعالية القوة. يجب التحكم في هذه الفجوة بين الأسطح المتزاوجة بدقة لأنها تتحكم بشكل مباشر في العمل الشعري الذي يسحب المعدن الحشو المنصهر إلى اللحام. بدون الخلوص الصحيح، سيفشل معدن الحشو إما في التدفق أو في تكوين اتصال قوي ومستمر.
يتوقف نجاح أو فشل وصلة اللحام بالنحاس بشكل أساسي على خلوصها. بينما تعد عوامل مثل النظافة ودرجة الحرارة حاسمة، إلا أنها تخدم فقط لدعم المبدأ الفيزيائي الأساسي: يتطلب العمل الشعري فجوة محددة ومحكمة التحكم ليعمل بشكل صحيح.

فيزياء تدفق الحشو
يعتمد مبدأ اللحام بالنحاس بالكامل على استخدام العمل الشعري لتوزيع طبقة رقيقة من معدن الحشو المنصهر بين سطحين متناسبين بشكل وثيق.
ما هو العمل الشعري؟
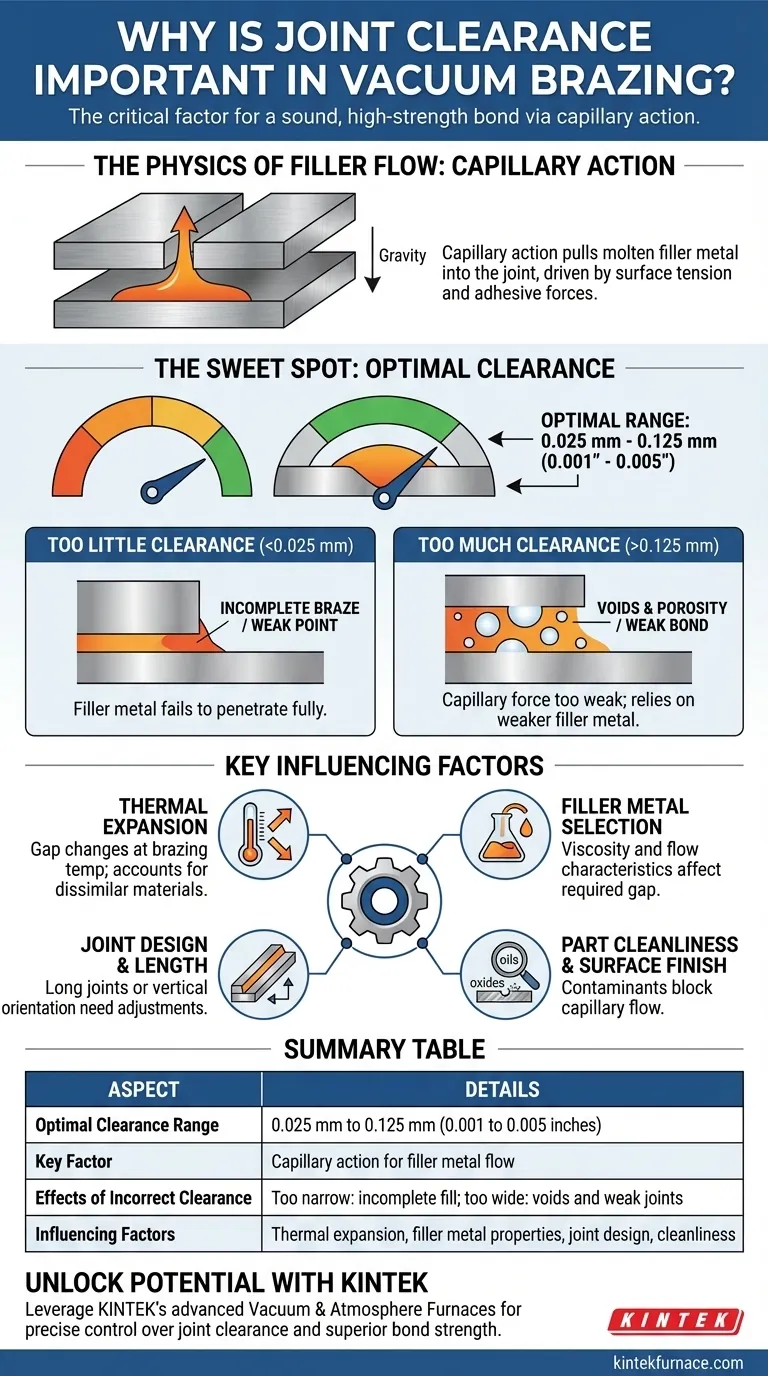
العمل الشعري هو ميل السائل للانجذاب إلى مساحة ضيقة، حتى ضد القوى المعارضة مثل الجاذبية. تُدفع هذه الظاهرة بواسطة التوتر السطحي للسائل والقوى اللاصقة بين السائل وأسطح الفجوة.
في اللحام بالنحاس، يتم "سحب" معدن الحشو المنصهر إلى اللحام بواسطة هذه القوة، مما يضمن تبليله للأسطح وملء الفجوة بأكملها.
"النقطة المثلى" للخلوص
بالنسبة لمعظم معادن حشو اللحام بالنحاس الشائعة، يتراوح الخلوص الأمثل للحام بين 0.025 مم و 0.125 مم (حوالي 0.001 إلى 0.005 بوصة).
يوفر هذا النطاق قوة شعيرية قوية بما يكفي لسحب معدن الحشو عبر طول اللحام بالكامل بينما يكون واسعًا بما يكفي للسماح للمعدن السائل بالتدفق دون عوائق.
مشكلة الخلوص القليل جدًا
إذا كان خلوص اللحام ضيقًا جدًا، فقد لا يتمكن معدن الحشو المنصهر من اختراق الفجوة بالكامل. وينتج عن ذلك لحام بالنحاس غير مكتمل مع مناطق كبيرة غير ملحومة، مما يخلق نقطة ضعف كبيرة.
مشكلة الخلوص الكبير جدًا
إذا كانت الفجوة واسعة جدًا، تصبح القوة الشعرية ضعيفة جدًا لسحب معدن الحشو عبر اللحام بالكامل. يؤدي هذا إلى فراغات ومسامية وربطة غير مكتملة.
في هذا السيناريو، تصبح قوة اللحام معتمدة على قوة معدن الحشو نفسه، وهي أضعف بكثير من وصلة لحام بالنحاس صحيحة حيث يتم تثبيت المعادن الأساسية بالرابطة الرفيعة والقوية.
فهم العوامل المؤثرة الرئيسية
يعد تحقيق الخلوص الصحيح عند درجة حرارة اللحام بالنحاس أكثر تعقيدًا من مجرد تشكيل الأجزاء بأبعاد محددة. يجب مراعاة عدة عوامل.
التمدد الحراري
هذا اعتبار حاسم. الخلوص المحدد في الرسم هو الخلوص عند درجة حرارة الغرفة. مع تسخين التجميع إلى درجة حرارة اللحام بالنحاس، ستتمدد الأجزاء المختلفة.
إذا كنت تقوم بلحام مواد مختلفة بمعاملات تمدد حراري مختلفة، يمكن أن تنغلق الفجوة أو تتسع بشكل كبير عند درجة الحرارة. يجب حساب ذلك وأخذه في الاعتبار في التصميم الأولي.
اختيار معدن الحشو
تتمتع معادن الحشو المختلفة بلزوجة وخصائص تدفق مختلفة. قد يعمل معدن الحشو الأكثر سيولة بشكل أفضل مع خلوص أضيق، بينما قد يتطلب معدن الحشو الأبطأ فجوة أوسع قليلاً لضمان التدفق الكامل.
تصميم وطول اللحام
تعتبر المسافة التي يجب أن يقطعها معدن الحشو مهمة. قد تتطلب الوصلة الطويلة جدًا خلوصًا في الجانب الأوسع من النطاق الأمثل لضمان قدرة الحشو على الاختراق بالكامل قبل التصلب. يؤثر اتجاه الوصلة (أفقي مقابل رأسي) أيضًا على تأثير الجاذبية على تدفق الحشو.
نظافة الأجزاء والتشطيب السطحي
على الرغم من أنه ليس جانبًا مباشرًا للخلوص، إلا أن حالة أسطح المعدن الأساسي أمر بالغ الأهمية. ستؤدي أي أكاسيد أو زيوت أو ملوثات إلى تعطيل التبلل وتثبيط التدفق الشعري، مما يمنع الحشو بشكل فعال حتى لو كان الخلوص الميكانيكي مثاليًا.
كيفية تطبيق هذا على مشروعك
يتطلب اختيار الخلوص الأمثل الموازنة بين هذه العوامل مقابل هدفك الأساسي للمكون.
- إذا كان تركيزك الأساسي على أقصى قوة ميكانيكية: استهدف الطرف الأضيق من النطاق الأمثل (مثل 0.025 إلى 0.05 مم)، حيث يؤدي هذا عادةً إلى إنشاء أقوى وصلة.
- إذا كان تركيزك الأساسي على ضمان ملء اللحام بالكامل للأجزاء الكبيرة أو المعقدة: فكر في خلوص في المنتصف إلى الطرف العلوي من النطاق (مثل 0.05 إلى 0.125 مم) لتسهيل تدفق معدن الحشو عبر مسافات أطول.
- إذا كان تركيزك الأساسي هو لحام مواد مختلفة: يجب أن تكون خطوتك الأولى هي حساب خلوص اللحام عند درجة حرارة اللحام بالنحاس لضمان بقاء الفجوة ضمن النطاق الأمثل أثناء الدورة الحرارية.
التحكم الصحيح في خلوص اللحام ليس مجرد أفضل ممارسة؛ إنه المبدأ الأساسي الذي يحدد نجاح وصلة اللحام بالنحاس.
جدول الملخص:
| الجانب | التفاصيل |
|---|---|
| نطاق الخلوص الأمثل | 0.025 مم إلى 0.125 مم (0.001 إلى 0.005 بوصة) |
| العامل الرئيسي | العمل الشعري لتدفق معدن الحشو |
| آثار الخلوص غير الصحيح | ضيق جدًا: ملء غير مكتمل؛ واسع جدًا: فراغات ووصلات ضعيفة |
| العوامل المؤثرة | التمدد الحراري، خصائص معدن الحشو، تصميم الوصلة، النظافة |
أطلق العنان للإمكانات الكاملة لعمليات اللحام بالنحاس في الفراغ مع KINTEK! بالاستفادة من البحث والتطوير المتميز والتصنيع الداخلي، نقدم حلول أفران متقدمة عالية الحرارة مثل أفران الفراغ والجو وأنظمة CVD/PECVD، المصممة لتلبية احتياجاتك الفريدة. تضمن قدرات التخصيص العميقة لدينا تحكمًا دقيقًا في خلوص اللحام والمعايير الهامة الأخرى لتحقيق قوة ومتانة فائقة للوصلات. لا تدع الخلوص غير المناسب يضر بنتائجك—اتصل بنا اليوم لمناقشة كيف يمكن لخبرتنا تعزيز كفاءة ونجاح مختبرك!
دليل مرئي
المنتجات ذات الصلة
- أفران التلبيد والتلبيد بالنحاس والمعالجة الحرارية بالتفريغ
- آلة فرن ضغط الهواء الساخن للتغليف والتسخين بالتفريغ
- مشبك سلسلة تفريغ سريع التحرير من الفولاذ المقاوم للصدأ ثلاثي الأقسام
- صمام إيقاف كروي كروي عالي التفريغ من الفولاذ المقاوم للصدأ 304 316 لأنظمة التفريغ
- صفيحة عمياء لشفة التفريغ KF ISO من الفولاذ المقاوم للصدأ لأنظمة التفريغ العالي
يسأل الناس أيضًا
- ما هي المزايا التقنية لاستخدام رقائق Ti-35Ni-25Nb؟ المتانة العالية واستقرار طور بيتا (beta-phase).
- ما هي درجة حرارة اللحام في فرن التفريغ؟ حسّن قوة نظافتك ونظافتها
- كيف يؤثر المعالجة الحرارية بالتفريغ على البنية الحبيبية لسبائك المعادن؟ تحقيق تحكم دقيق في البنية المجهرية
- ما هي الخطوات المتبعة في عملية اللحام بالنحاس الفراغي النموذجية؟ أتقن العملية للحصول على وصلات قوية ونظيفة
- ما أهمية اللحام بالنحاس في الفراغ في التصنيع الحديث؟ تحقيق وصلات قوية ونقية للتطبيقات الحيوية



















