يعد التسخين المسبق للقالب المعدني إلى 660 درجة مئوية إجراءً حاسمًا للتحكم في العملية مصممًا لإدارة توقيت التجمد وضمان السلامة المعدنية. من خلال الحفاظ على درجة حرارة القالب بالقرب من نقطة انصهار الألومنيوم، فإنك تمنع المعدن المنصهر من التجمد فورًا عند التلامس، مما يخلق البيئة الحرارية اللازمة للتفاعل الكيميائي بدلاً من مجرد التوافق الفيزيائي.
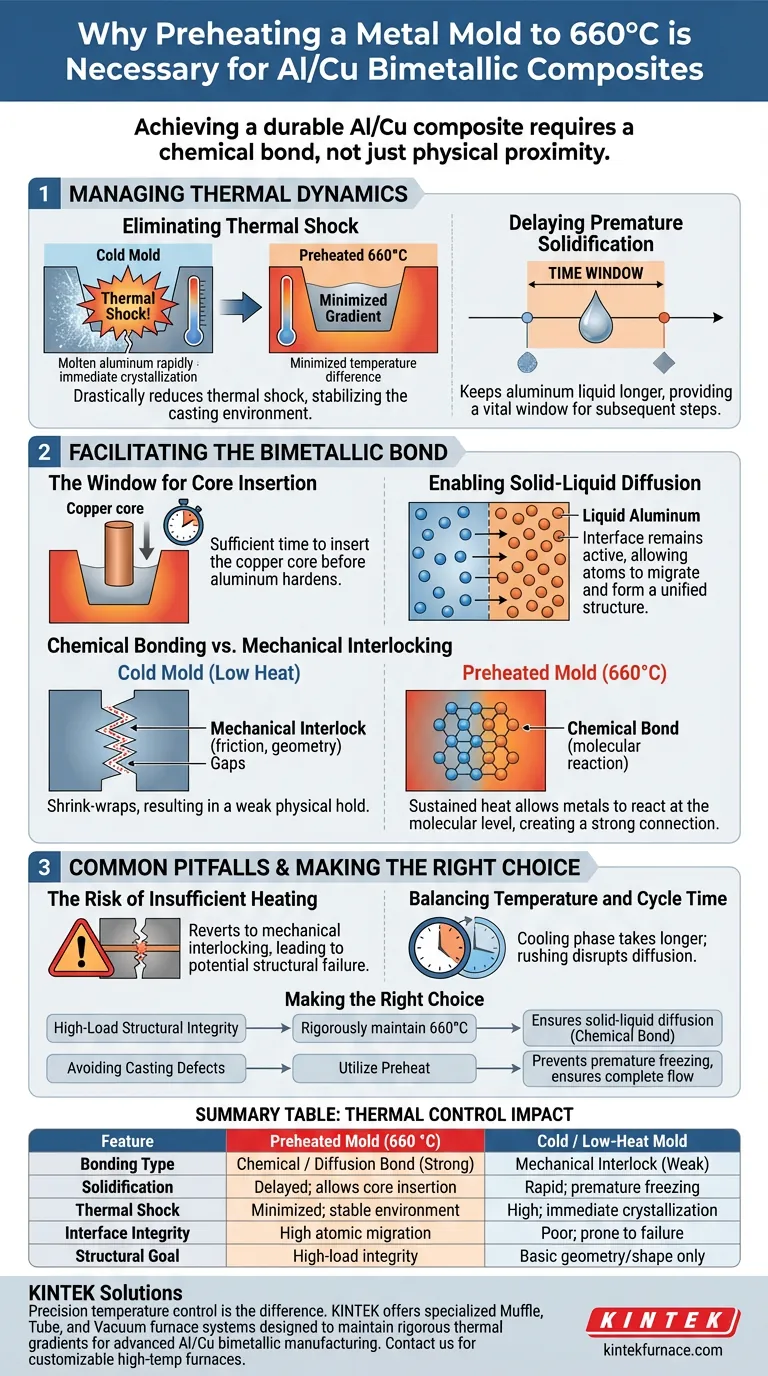
يتطلب تحقيق مركب متين من الألومنيوم/النحاس أكثر من مجرد القرب الفيزيائي؛ فهو يتطلب رابطة كيميائية. يعد التسخين المسبق للقالب هو المتغير الحاسم الذي يؤخر التجمد لفترة كافية لبدء تفاعل انتشار بين الحالة الصلبة والسائلة عند الواجهة.
إدارة الديناميكيات الحرارية
التخلص من الصدمة الحرارية
عندما يتلامس الألومنيوم المنصهر مع قالب بارد، يتسبب فرق درجة الحرارة في تبريد سريع وتكوين بلورات فورية على جدران القالب.
يقلل التسخين المسبق للقالب إلى 660 درجة مئوية بشكل كبير من هذه الصدمة الحرارية. فهو يضمن تقليل التدرج الحراري بين المصهور والقالب، مما يؤدي إلى استقرار بيئة الصب.
تأخير التجمد المبكر
الهدف الأساسي لدرجة حرارة التسخين المسبق العالية هذه هو إبقاء الألومنيوم في الحالة السائلة لفترة أطول.
إذا تجمد الألومنيوم بسرعة كبيرة، فإن عملية الصب تتجمد قبل أن يتشكل هيكل المركب بشكل صحيح. يوفر هذا التأخير نافذة زمنية حيوية لخطوات المعالجة اللاحقة.
تسهيل الرابطة ثنائية المعدن
نافذة لإدخال اللب
غالبًا ما يتضمن تصنيع هذه المركبات إدخال لب نحاسي في مصهور الألومنيوم.
نظرًا لأن القالب المسخن مسبقًا يؤخر التجمد، فهناك وقت كافٍ لإدخال اللب النحاسي الصلب قبل أن يتصلب الألومنيوم حوله. بدون هذا التأخير، سيكون الإدخال مستحيلاً جسديًا أو سيؤدي إلى عيوب كبيرة.
تمكين الانتشار بين الحالة الصلبة والسائلة
السبب الأكثر أهمية للتسخين المسبق هو تمكين الانتشار بين النحاس الصلب والألومنيوم السائل.
عند 660 درجة مئوية، تظل الواجهة بين المعدنين نشطة، مما يسمح للذرات بالهجرة عبر الحدود. هذه الحركة الذرية ضرورية لتكوين هيكل موحد.
الترابط الكيميائي مقابل التشابك الميكانيكي
بدون التسخين المسبق، سينكمش الألومنيوم حول النحاس، مما يؤدي إلى تشابك ميكانيكي. هذا تثبيت فيزيائي ضعيف يعتمد على الاحتكاك والشكل.
يسهل التسخين المسبق رابطة كيميائية. تسمح الحرارة المستمرة للمعدنين بالتفاعل على المستوى الجزيئي، مما يخلق اتصالاً أقوى وأكثر موثوقية بشكل كبير.
الأخطاء الشائعة التي يجب تجنبها
خطر التسخين غير الكافي
إذا انخفضت درجة حرارة القالب بشكل كبير عن 660 درجة مئوية، تعود العملية إلى التشابك الميكانيكي.
قد تحصل على صب يبدو صحيحًا، لكن الواجهة ستفتقر إلى الاستمرارية الكيميائية، مما يؤدي إلى فشل هيكلي محتمل تحت الضغط أو الدورات الحرارية.
موازنة درجة الحرارة ووقت الدورة
على الرغم من أن درجات الحرارة العالية ضرورية للترابط، إلا أنها تغير دورة الإنتاج بشكل أساسي.
يجب على المشغلين مراعاة حقيقة أن مرحلة التبريد ستستغرق وقتًا أطول. قد يؤدي محاولة تسريع التبريد بعد الإدخال إلى تعطيل عملية الانتشار التي عملت على إنشائها.
اتخاذ القرار الصحيح لهدفك
لتحسين عملية التصنيع الخاصة بك، قم بمواءمة ضوابط درجة الحرارة مع متطلباتك الهيكلية المحددة:
- إذا كان تركيزك الأساسي هو سلامة الهيكل الإنشائي عالي الحمل: حافظ بدقة على درجة حرارة القالب عند 660 درجة مئوية لضمان انتشار الحالة الصلبة والسائلة اللازم لرابطة كيميائية حقيقية.
- إذا كان تركيزك الأساسي هو تجنب عيوب الصب: استخدم التسخين المسبق لمنع التجمد المبكر، مما يضمن تدفق الألومنيوم بالكامل حول اللب النحاسي دون فجوات.
من خلال معاملة درجة الحرارة كمكون نشط في عملية الترابط، فإنك تحول عملية صب بسيطة إلى مركب عالي الأداء.
جدول ملخص:
| الميزة | قالب مسخن مسبقًا (660 درجة مئوية) | قالب بارد / منخفض الحرارة |
|---|---|---|
| نوع الترابط | رابطة كيميائية / انتشار (قوية) | تشابك ميكانيكي (ضعيف) |
| التجمد | متأخر؛ يسمح بإدخال اللب | سريع؛ تجمد مبكر |
| الصدمة الحرارية | مقللة؛ بيئة مستقرة | عالية؛ بلورة فورية |
| سلامة الواجهة | هجرة ذرية عالية | ضعيفة؛ عرضة للفشل الهيكلي |
| الهدف الهيكلي | سلامة الحمل العالي | شكل هندسي أساسي فقط |
يعد التحكم الدقيق في درجة الحرارة هو الفرق بين التوافق الميكانيكي الضعيف والرابطة الكيميائية عالية الأداء. مدعومة بالبحث والتطوير والتصنيع المتخصص، تقدم KINTEK أنظمة أفران صهر، وأنابيب، وفراغ متخصصة مصممة للحفاظ على التدرجات الحرارية الصارمة المطلوبة لتصنيع مركبات الألومنيوم/النحاس المتقدمة. سواء كنت بحاجة إلى إعداد قياسي أو فرن عالي الحرارة قابل للتخصيص مصمم خصيصًا لاحتياجات الصب الفريدة الخاصة بك، فإن تقنيتنا تضمن أن تحقق موادك أقصى قدر من السلامة الهيكلية. اتصل بـ KINTEK اليوم لترقية قدرات المعالجة الحرارية في مختبرك!
دليل مرئي
المراجع
- Shima Ahmadzadeh Salout, S.M.H. Mirbagheri. Microstructural and mechanical characterization of Al/Cu interface in a bimetallic composite produced by compound casting. DOI: 10.1038/s41598-024-57849-7
تستند هذه المقالة أيضًا إلى معلومات تقنية من Kintek Furnace قاعدة المعرفة .
المنتجات ذات الصلة
- فرن دوار كهربائي صغير لتجديد الكربون المنشط
- فرن الفرن الدوار الكهربائي ذو الفرن الدوار الصغير العامل باستمرار لتسخين مصنع الانحلال الحراري
- فرن الفرن الدوار الكهربائي آلة مصنع فرن الانحلال الحراري آلة التكليس بالفرن الدوار الصغير
- عناصر التسخين الحراري من كربيد السيليكون SiC للفرن الكهربائي
- فرن التلبيد بالبلازما الشرارة SPS
يسأل الناس أيضًا
- ما هي التطبيقات الرئيسية للأفران الكهربائية الدوارة؟ تحقيق معالجة حرارية موحدة للمساحيق
- ما هي أنواع عناصر التسخين المستخدمة في الأفران الدوارة الكهربائية؟ حسّن كفاءة عمليتك الحرارية
- ما هي التطبيقات الأساسية للأفران الدوارة الكهربائية؟ المعالجة الحرارية الدقيقة للمواد عالية القيمة
- ما هي المزايا التي توفرها الأفران الدوارة الكهربائية مقارنة بالأفران التي تعمل بالوقود؟ عزز الكفاءة والنقاء في عمليتك
- ما هي التطبيقات الأساسية للفرن الدوار الكهربائي؟ تحقيق معالجة مواد عالية النقاء بدقة



















