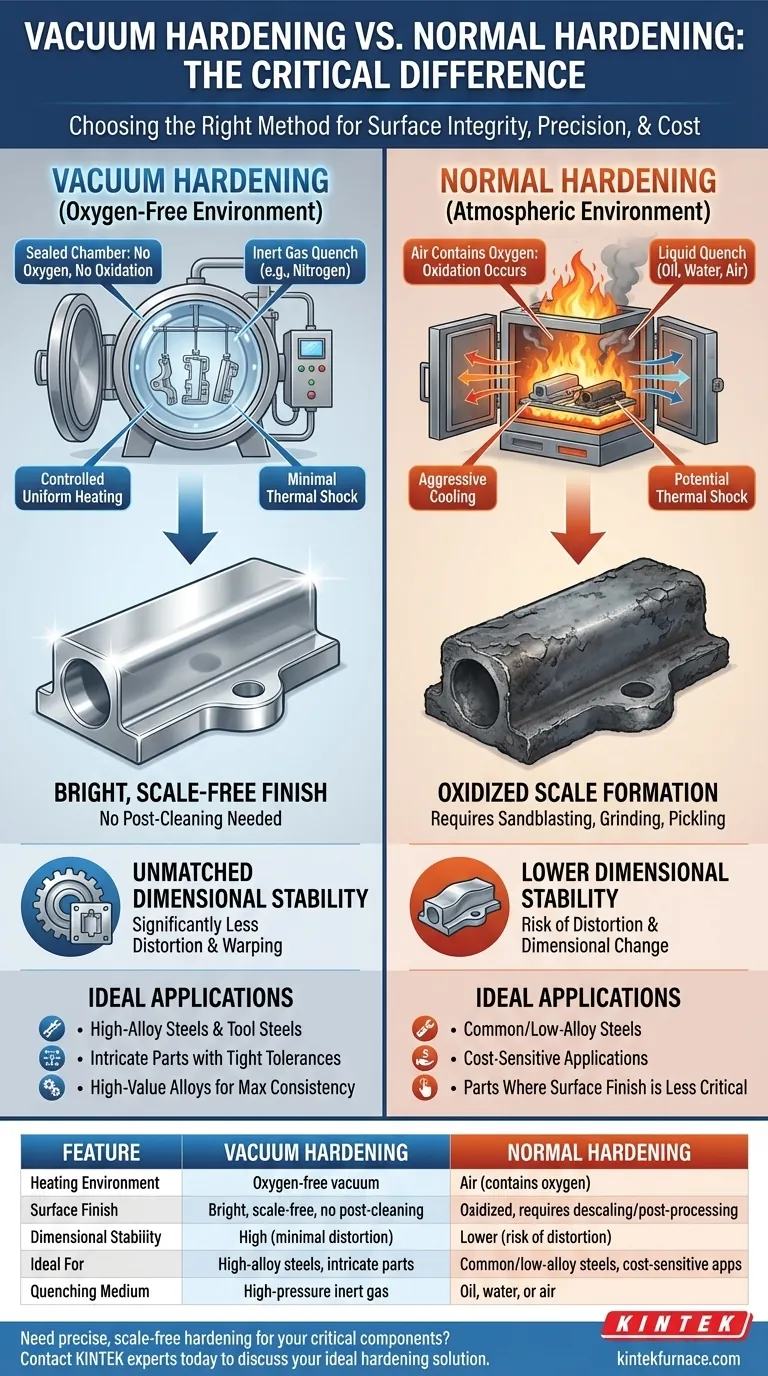
يكمن الاختلاف الجوهري بين التصلب بالتفريغ الهوائي والتصلب التقليدي في البيئة التي يتم فيها تسخين المعدن. يقوم التصلب التقليدي بتسخين الأجزاء في جو يحتوي على الأكسجين، بينما يقوم التصلب بالتفريغ الهوائي بتسخينها في فراغ مُتحكَّم فيه وخالٍ من الأكسجين. هذا التمييز الوحيد هو مصدر للاختلافات الكبيرة في جودة السطح، والاستقرار الأبعاد، والحاجة إلى المعالجة اللاحقة.
إن الاختيار بين التصلب بالتفريغ الهوائي والتصلب التقليدي لا يتعلق فقط بجعل الجزء أكثر صلابة؛ بل هو قرار استراتيجي يحدد السلامة النهائية للسطح، ودقة الأبعاد، والتكلفة الإجمالية لتصنيع المكون الخاص بك.

كيف يحدد التصلب التقليدي خط الأساس
يتضمن التصلب التقليدي، أو "العادي"، تسخين مكون فولاذي إلى درجة حرارة حرجة في فرن مفتوح ثم تبريده بسرعة (إخماده) في وسط مثل الهواء أو الزيت أو الماء.
تحدي التعرض للغلاف الجوي
أثناء التسخين، يتفاعل الأكسجين الموجود في الغلاف الجوي مع السطح الساخن للمعدن. هذه العملية، المعروفة باسم الأكسدة، تشكل طبقة داكنة ومتقشرة من القشور (الخبث).
هذه القشور غير مرغوب فيها لأنها تغير ملمس السطح وأبعاد الجزء. يجب إزالتها من خلال عمليات ثانوية مثل السفع الرملي، أو التجليخ، أو التخليل الكيميائي، مما يضيف وقتًا وتكلفة إلى عملية التصنيع.
ميزة التصلب بالتفريغ الهوائي: التحكم البيئي الكامل
يقوم التصلب بالتفريغ الهوائي بنفس الوظيفة - التسخين والإخماد - ولكنه يقوم بذلك داخل حجرة مغلقة تم إزالة جميع الغازات منها تقريبًا. بعد ذلك، يتم استخدام غاز خامل عالي الضغط، مثل النيتروجين، للإخماد.
القضاء على الأكسدة للحصول على تشطيب "لامع"
عن طريق إزالة الأكسجين، يمنع التصلب بالتفريغ الهوائي تكوّن الأكسدة والقشور تمامًا.
تخرج الأجزاء من الفرن بسطح معدني نظيف ولامع، مطابق لما دخلت به. وهذا غالبًا ما يلغي الحاجة إلى أي تنظيف لاحق أو تشطيب للسطح.
ضمان استقرار أبعاد لا مثيل له
يؤدي التسخين المتحكم فيه والموحد والتبريد بالغاز داخل فرن التفريغ إلى تقليل الصدمة الحرارية. وينتج عن ذلك تشوه واعوجاج وتغير في الأبعاد أقل بكثير مقارنة بالإخماد السائل الأكثر شدة في الطرق التقليدية.
بالنسبة للأجزاء ذات التفاوتات الضيقة، مثل قوالب الحقن، والمصفوفات، والتروس الدقيقة، فإن هذا الاستقرار أمر غير قابل للتفاوض.
تحقيق نقاء معدني فائق
تعمل بيئة التفريغ على سحب الملوثات من سطح المعدن بنشاط، مما يؤدي إلى بنية معدنية أكثر نقاءً واتساقًا. يتيح هذا المستوى من التحكم نتائج قابلة للتكرار بدرجة عالية وخصائص مثالية للمواد، وهو أمر بالغ الأهمية للسبائك عالية الأداء.
فهم المفاضلات العملية
في حين أن التصلب بالتفريغ الهوائي يقدم مزايا واضحة، إلا أنه ليس الحل الشامل. يعتمد الاختيار الصحيح على المادة الخاصة بك، وتعقيد الجزء، والميزانية.
جودة السطح مقابل التكلفة الأولية
يتميز التصلب التقليدي بتكلفة عملية أولية أقل، ولكنه يتكبد تكاليف "خفية" في التنظيف اللاحق والتعامل مع تشوه الأجزاء.
يتميز التصلب بالتفريغ الهوائي بتكلفة أولية أعلى بسبب المعدات المتخصصة. ومع ذلك، يمكنه تقليل إجمالي تكاليف التصنيع عن طريق إلغاء العمليات الثانوية وتقليل معدلات رفض الأجزاء.
ملاءمة العملية ونوع المادة
التصلب التقليدي متعدد الاستخدامات وفعال لمجموعة واسعة من الفولاذ الشائع والمنخفض السبائك. الإخماد القوي مثل الماء ضروري للمواد ذات القابلية للتصلب المنخفضة.
تبريد الغاز بالتفريغ الهوائي أقل حدة، مما يجعله مثاليًا لفولاذ الأدوات المتصلب بالهواء والزيت والسبائك عالية السبائك الأخرى. وهو غير مناسب للفولاذ الذي يتطلب إخمادًا بالماء سريعًا للغاية لتحقيق الصلابة الكاملة.
اتخاذ الخيار الصحيح لهدفك
اختر طريقة المعالجة الحرارية الخاصة بك بناءً على المتطلبات النهائية للمكون.
- إذا كان تركيزك الأساسي هو الفعالية من حيث التكلفة للأجزاء البسيطة والمنخفضة السبائك حيث لا تكون جودة السطح حاسمة: يعتبر التصلب التقليدي خيارًا عمليًا واقتصاديًا.
- إذا كان تركيزك الأساسي هو الحفاظ على التفاصيل المعقدة والتفاوتات الضيقة وجودة السطح النقية: يعتبر التصلب بالتفريغ الهوائي هو الطريقة المتفوقة والضرورية في كثير من الأحيان.
- إذا كان تركيزك الأساسي هو تحقيق أقصى قدر من الاتساق والأداء من السبائك عالية القيمة: يوفر التحكم الدقيق في التصلب بالتفريغ الهوائي قابلية تكرار ونقاء معدني لا مثيل لهما.
من خلال فهم البيئة التي يتم فيها معالجة الجزء الخاص بك، فإنك تكتسب سيطرة مباشرة على جودته النهائية وأدائه وتكلفته.
جدول الملخص:
| الميزة | التصلب بالتفريغ الهوائي | التصلب العادي |
|---|---|---|
| بيئة التسخين | فراغ خالٍ من الأكسجين | الهواء (يحتوي على الأكسجين) |
| جودة السطح | لامع، خالٍ من القشور، لا حاجة لتنظيف لاحق | مؤكسد، يتطلب إزالة القشور/معالجة لاحقة |
| الاستقرار الأبعاد | عالية (تشوه/اعوجاج ضئيل) | أقل (خطر التشوه) |
| مثالي لـ | السبائك عالية السبائك، الأجزاء المعقدة، التفاوتات الضيقة | الفولاذ الشائع/المنخفض السبائك، التطبيقات الحساسة للتكلفة |
| وسط الإخماد | غاز خامل عالي الضغط (مثل النيتروجين) | الزيت، الماء، أو الهواء |
هل تحتاج إلى تصلب دقيق وخالٍ من القشور لمكوناتك الحيوية؟
بالاستفادة من البحث والتطوير الاستثنائي والتصنيع الداخلي، توفر KINTEK مختبرات ومرافق إنتاج متنوعة مع حلول أفران متقدمة لدرجات الحرارة العالية. يكتمل خط إنتاجنا، الذي يشمل أفران التفريغ والجو، بقدرتنا القوية على التخصيص العميق لتلبية متطلبات المعالجة الحرارية الفريدة الخاصة بك بدقة - مما يضمن سلامة سطح فائقة، واستقرارًا أبعادًا، ونتائج قابلة للتكرار لسبائكك عالية القيمة.
اتصل بخبرائنا اليوم لمناقشة حل التصلب المثالي لتطبيقك.
دليل مرئي
المنتجات ذات الصلة
- أفران التلبيد والتلبيد بالنحاس والمعالجة الحرارية بالتفريغ
- فرن التلبيد بالتفريغ الحراري المعالج بالحرارة فرن التلبيد بالتفريغ بسلك الموليبدينوم
- فرن التلبيد بالمعالجة الحرارية بالتفريغ مع ضغط للتلبيد بالتفريغ
- 2200 ℃ فرن المعالجة الحرارية بالتفريغ والتلبيد بالتفريغ من التنجستن
- فرن المعالجة الحرارية بالتفريغ الهوائي الصغير وفرن تلبيد أسلاك التنجستن
يسأل الناس أيضًا
- ما هي المزايا التقنية لاستخدام رقائق Ti-35Ni-25Nb؟ المتانة العالية واستقرار طور بيتا (beta-phase).
- ما هي فوائد استخدام أفران المعالجة الحرارية الفراغية لسبائك المعادن؟ تحقيق خصائص وأداء معدني فائق
- ما أهمية اللحام بالنحاس في الفراغ في التصنيع الحديث؟ تحقيق وصلات قوية ونقية للتطبيقات الحيوية
- ما هي درجة حرارة اللحام في فرن التفريغ؟ حسّن قوة نظافتك ونظافتها
- ما هو أحد أهم استخدامات أفران المعالجة الحرارية الفراغية في صناعة الطيران؟ تحقيق قوة فائقة في سبائك الطائرات



















