يعد التسخين المسبق للقالب مطلبًا حاسمًا لصب سبائك المغنيسيوم (Mg-8Li-3Al-0.3Si) (LAS830) بنجاح. من خلال رفع درجة حرارة القالب، عادةً إلى 250 درجة مئوية، فإنك تسد الفجوة الحرارية بين الوعاء والمعدن المنصهر، وهو الدفاع الأساسي ضد الفشل الهيكلي أثناء التصلب.
يقلل التسخين المسبق بشكل كبير من معدل التبريد عن طريق تقليل فرق درجة الحرارة بين المعدن المنصهر والقالب. هذا التحكم الحراري هو الطريقة الأكثر فعالية لتعزيز السيولة، وتقليل الإجهادات الداخلية والعيوب، وضمان بنية مجهرية موحدة في سبيكة الفراغ النهائية.

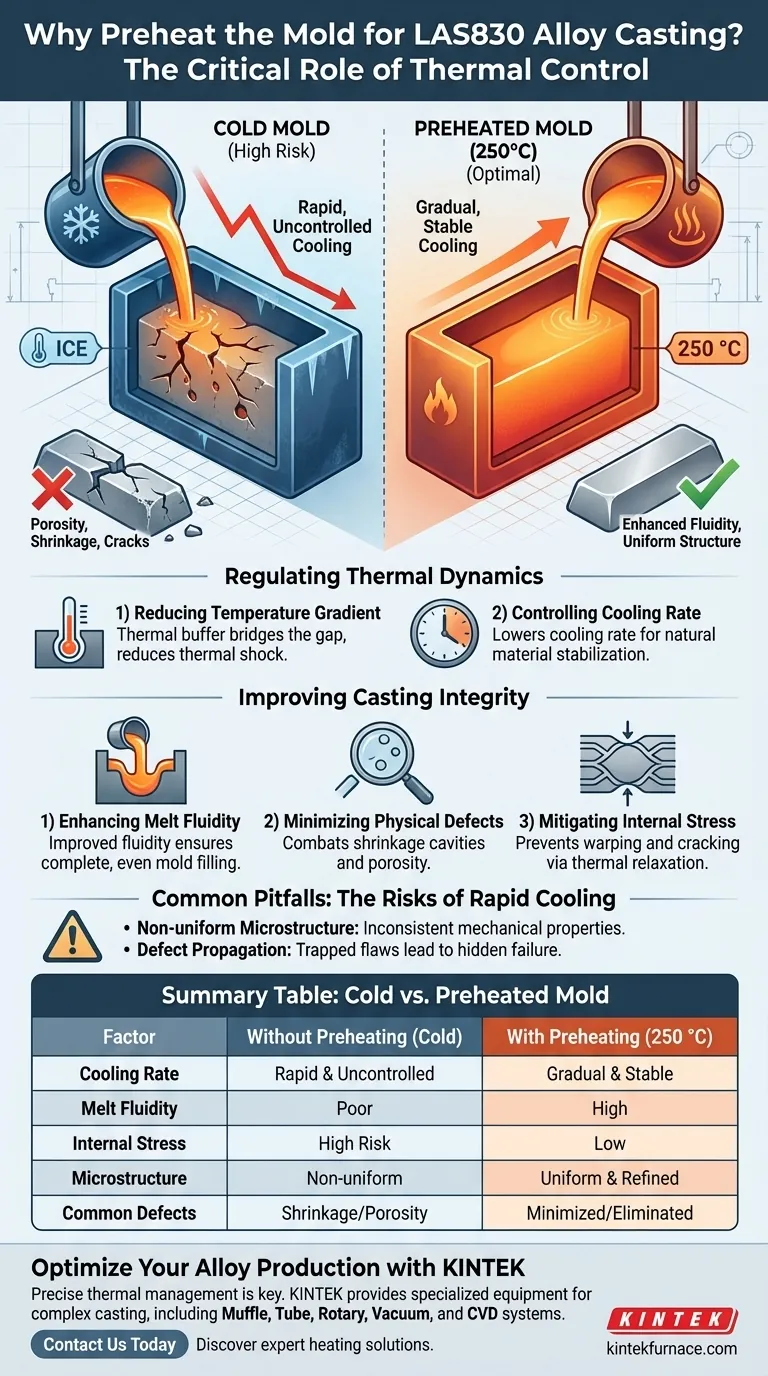
تنظيم الديناميكيات الحرارية
تقليل التدرج الحراري
عندما يدخل المعدن المنصهر إلى قالب بارد، يكون فرق درجة الحرارة شديدًا. يؤدي هذا الصدمة إلى نقل حرارة سريع وغير متحكم فيه.
يعمل التسخين المسبق للقالب إلى 250 درجة مئوية كعازل حراري. يقلل من شدة انخفاض درجة الحرارة في اللحظة التي يلامس فيها السائل المعدني جدران القالب.
التحكم في معدل التبريد
غالبًا ما يتم تحديد جودة السبيكة من خلال مدى سرعة تجمدها. يجبر القالب البارد المعدن على التصلب بسرعة كبيرة.
من خلال التسخين المسبق، فإنك تقلل معدل التبريد عن قصد. يوفر هذا انتقالًا تدريجيًا من السائل إلى الصلب، مما يسمح للمادة بالاستقرار بشكل طبيعي.
تحسين سلامة الصب
تعزيز سيولة المعدن المنصهر
لكي تشكل سبيكة LAS830 سبيكة مناسبة، يجب أن يتدفق المعدن بسلاسة إلى كل جزء من القالب قبل أن يتجمد.
يحافظ القالب المسخن مسبقًا على درجة حرارة المعدن لفترة أطول قليلاً. تضمن هذه السيولة المحسنة للمعدن المنصهر أن يتم ملء القالب بالكامل وبشكل متساوٍ.
تقليل العيوب المادية
غالبًا ما يحبس التبريد السريع الغاز أو يترك فراغات حيث ينكمش المعدن بشكل غير متساوٍ.
يكافح التسخين المسبق بشكل مباشر تكوين عيوب تجاويف الانكماش والمسامية. من خلال الحفاظ على التبريد بطيئًا وثابتًا، يمكن للمعدن أن يتغذى في المناطق المنكمشة بشكل أكثر فعالية.
تخفيف الإجهاد الداخلي
عندما تبرد السبيكة بشكل غير متساوٍ أو بسرعة كبيرة، تتراكم قوى داخلية داخل المادة.
يسمح التسخين المسبق بالاسترخاء أثناء التصلب، مما يقلل بشكل كبير من الإجهاد الحراري الداخلي. هذا يمنع السبيكة من التشقق أو الالتواء بعد إزالتها من القالب.
الأخطاء الشائعة: مخاطر التبريد السريع
بينما يضيف التسخين المسبق خطوة إلى العملية، فإن تخطيه يؤدي إلى مخاطر جودة شديدة تفوق توفير الوقت.
المفاضلة بين الكفاءة والجودة
إذا حاولت صب LAS830 في قالب بارد لتوفير الوقت، فإنك تزيد بشكل كبير من معدل الرفض. البنية المجهرية الناتجة ستكون على الأرجح غير موحدة، مما يؤدي إلى خصائص ميكانيكية غير متسقة عبر السبيكة.
انتشار العيوب
بدون العازل الحراري لقالب بدرجة حرارة 250 درجة مئوية، يمكن لجبهة التصلب السريعة أن تحبس العيوب في أعماق السبيكة. غالبًا ما تظل هذه العيوب الداخلية غير مكتشفة حتى التشغيل الآلي أو الفشل أثناء الخدمة.
اتخاذ القرار الصحيح لهدفك
لتحقيق سبيكة LAS830 عالية الجودة، يجب أن تنظر إلى درجة حرارة القالب كمتغير لا يقل أهمية عن تركيبة السبيكة نفسها.
- إذا كان تركيزك الأساسي هو السلامة الهيكلية: التسخين المسبق غير قابل للتفاوض للقضاء على المسامية وتجاويف الانكماش التي تضعف المعدن.
- إذا كان تركيزك الأساسي هو اتساق المواد: حافظ على درجة حرارة القالب عند 250 درجة مئوية لضمان أن معدل التبريد ينتج بنية مجهرية موحدة في جميع أنحاء السبيكة.
إتقان درجة حرارة القالب هو أبسط طريقة لتحويل عملية صب متقلبة إلى روتين تصنيع موثوق.
جدول ملخص:
| العامل | بدون تسخين مسبق (قالب بارد) | مع تسخين مسبق (250 درجة مئوية) |
|---|---|---|
| معدل التبريد | سريع وغير متحكم فيه | تدريجي ومستقر |
| سيولة المعدن المنصهر | ضعيف، يؤدي إلى ملء غير مكتمل | عالي، يضمن توزيعًا متساويًا |
| الإجهاد الداخلي | خطر كبير للتشقق/الالتواء | منخفض، يسمح بالاسترخاء الحراري |
| البنية المجهرية | غير موحدة وغير متسقة | موحدة ومصقولة |
| العيوب الشائعة | تجاويف الانكماش والمسامية | تم تقليلها أو القضاء عليها |
قم بتحسين إنتاج السبائك الخاص بك مع KINTEK
الإدارة الحرارية الدقيقة هي الفرق بين سبيكة فاشلة ومادة عالية الأداء. توفر KINTEK المعدات المتخصصة اللازمة لإتقان عمليات الصب المعقدة لـ LAS830 والسبائك المتقدمة الأخرى.
مدعومين بالبحث والتطوير والتصنيع المتخصصين، نقدم مجموعة شاملة من أنظمة الأفران المغطاة، والأنابيب، والدوارة، والفراغية، و CVD، بالإضافة إلى أفران درجات الحرارة العالية الأخرى للمختبرات - وكلها قابلة للتخصيص بالكامل لتلبية احتياجاتك المعدنية الفريدة.
هل أنت مستعد للتخلص من عيوب الصب وتحسين اتساق المواد؟ اتصل بنا اليوم لاكتشاف كيف يمكن لحلول التسخين المتخصصة لدينا تحويل روتين التصنيع في مختبرك.
دليل مرئي
المراجع
- Changzhen Jia, Pengcheng Tian. Microstructure and Mechanical Properties of Mg-8Li-3Al-0.3Si Alloy Deformed Through a Combination of Back-Extrusion and Spinning Process. DOI: 10.3390/ma18020417
تستند هذه المقالة أيضًا إلى معلومات تقنية من Kintek Furnace قاعدة المعرفة .
المنتجات ذات الصلة
- فرن المعالجة الحرارية بتفريغ الموليبدينوم
- فرن فرن فرن الدثر ذو درجة الحرارة العالية للتجليد المختبري والتلبيد المسبق
- فرن التلبيد بالتفريغ الحراري المعالج بالحرارة فرن التلبيد بالتفريغ بسلك الموليبدينوم
- آلة فرن أنبوب CVD متعدد مناطق التسخين الذاتي CVD لمعدات ترسيب البخار الكيميائي
- آلة فرن الضغط الساخن الفراغي فرن أنبوب الضغط الفراغي المسخن
يسأل الناس أيضًا
- ما هي فوائد استخدام أفران المعالجة الحرارية الفراغية لسبائك المعادن؟ تحقيق خصائص وأداء معدني فائق
- ما هو التطبيق الأساسي لأفران المعالجة الحرارية بالفراغ في مجال الطيران؟ تعزيز أداء المكونات بدقة
- ما هو أحد أهم استخدامات أفران المعالجة الحرارية الفراغية في صناعة الطيران؟ تحقيق قوة فائقة في سبائك الطائرات
- كيف يعمل المعالجة الحرارية بالتفريغ من حيث التحكم في درجة الحرارة والوقت؟ إتقان تحولات المواد الدقيقة
- ما الفرق بين المعالجة الحرارية والمعالجة الحرارية الفراغية؟ حقق خصائص معدنية فائقة مع تشطيبات نقية



















